Сварка силумина
Содержание:
- Выполняем сварку силумина
- Особенные свойства
- Высокотехнологичное соединение алюминия клеем «Холодная сварка»
- Технология пайки силумина
- Как происходит процесс?
- Припои для алюминия
- Применение газовой горелки
- Как правильно сварить силумин
- Можно ли варить силумин аргоном
- Пайка силумина в домашних условиях – Справочник металлиста
- Склейка или сварка силумина?
- Силумин как один из свариваемых материалов
- Как спаять силумин в домашних условиях
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Особенные свойства
Количество кремния в сплаве колеблется от 5 до 20%, что и приводит к разнообразию свойств. При том, что внешне это никак не заметно. Кроме того, на физические качества влияет дополнительное легирование. Это марганец, титан, цинк, некоторые другие металлы и галогены.
Внешне силумин представляет собой блестящий серебристый металл. Цвет излома серебристо серый с явно заметной зернистостью.Технически, металл относится к литейным. Высокая текучесть позволяет точно заполнять мельчайшие детали формы. Она же мешает заварить стык — жидкий расплав легко вытекает из шва. Кроме текучести, сварке силумина препятствуют:
- склонность к образованию пор;
- трещинообразование наплавленного металла, вызванное как высокими остаточными напряжениями, так неравномерной кристаллизацией;
- высокая теплопроводность;
- низкая температура плавления.
Все перечисленное приводит к тому, что задачу того, как сварить силумин приходится решать индивидуально, для каждого конкретного случая.
Негативно сказывается на сварочном процессе большая часть легирующих добавок. Особенно характерен с этой стороны цинк. Чем выше его содержание, тем сложнее сваривание, при 5% и выше, сварка связана с такими сложностями, что становится бессмысленной.
Силумины менее прочны чем дюралевые сплавы. Вместе с тем они практически не поддаются коррозии. Минус сплава — хрупкость. Она настолько высока, что при обработке металлорежущими станками он просто крошится, не образуя стружки.
Модификация натрием, либо литием позволяет довести процентное содержания кремния до 22%.
Высокотехнологичное соединение алюминия клеем «Холодная сварка»
Холодная сварка алюминия представляет собой соединение деталей с помощью специальной клеевой смеси. Благодаря ей, получается надёжное соединение без нагревания металла.
В качестве связывающей смеси выступает эпоксидный компаунд. Он представляет собой густую массу, по консистенции напоминающую мастику. Холодная сварка для алюминия состоит из эпоксидной смолы насыщенной металлическим порошком. Благодаря его содержанию в смоле, увеличивается показатель прочности затвердевшего состава. Склеенное место может быть прочнее, чем сам материал.
Помимо основного компонента (эпоксидной смолы) в упаковке есть второй компонент. Это специальный отвердитель, который при перемешивании с “эпоксидкой” вступает в реакцию и состав начинает застывать. В промежуток времени от 10 до 30 минут, мастер должен успеть нанести смолу на детали и соединить их. Далее нужно прижать отдельные детали вместе на 15-20 минут (в некоторых клеях время фиксации для отвердевания доходит до 40 минут).
Важно помнить о том, что как высокотемпературная так и холодная сварка это вредные процессы, которые требуют индивидуальной защиты человеческого организма. При взаимодействии с клеями, нужно чтобы помещение хорошо проветривалось, рядом не было открытого огня
Для защиты органов дыхания следует одевать респиратор. Чтобы не получить раздражение слизистой оболочки глаза, желательно одевать защитные очки. При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
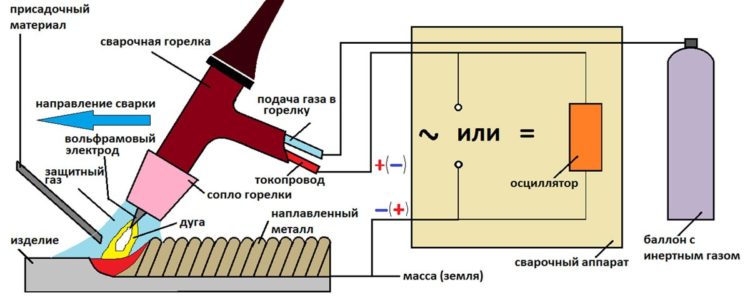 Процесс аргоно-дуговой сварки силумина.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
При работе с силуминовыми деталями активно используют электроды марки ОК96.50, стержень которых изготавливаются из силумина, а обмазка ‒ из составов на основе солей и щелочей из хлора или фтора.
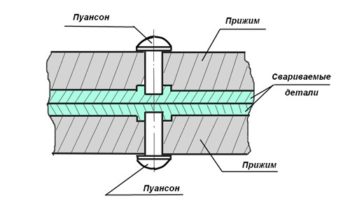
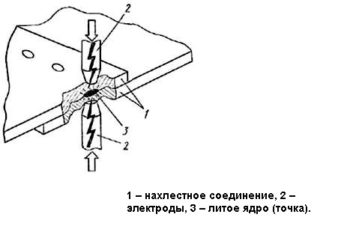
Точечная сварка сплавов.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
-
Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия.
Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной. -
Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться.
В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся. -
Проволока должна аккуратно подаваться под углом непосредственно спереди горелки.
Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
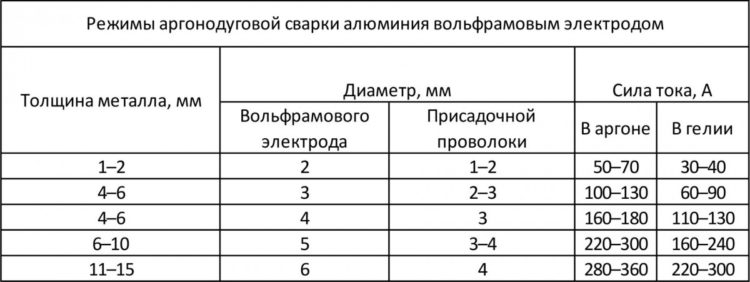
Таблица режимов сварки алюминия.
Среди достоинств электродуговой сварки в аргоне выделяют:
- узконаправленное воздействие дуги, предотвращающее деформационные процессы на свариваемых элементах;
- больший вес аргона по сравнению с воздухом, поэтому он способен вытеснять кислород из сварной зоны;
- высокую скорость рабочего процесса;
- наличие разных методик сварки различных составов.
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
При использовании технологии неплавкого электрода используют присадочные прутки из алюминиевых сплавов. Детали, толщиной до 2,5 мм можно варить, не разделывая кромок. Изделия массивнее требуют разделки, либо сварки с зазором порядка 0,5-1 мм.
Массивные заготовки сваривают за два прохода. Сначала от средины к краям шва выполняют проход для разогрева, а лишь затем ведут шов.

Плавление прутка не должно происходить каплями, поскольку каждая из них окажется в своеобразном «мешочке» из окислов. При этом силумин будет разбрызгиваться, не образуя шва.
Чтобы этого не происходило, присадка плавится непосредственно в сварочной ванночке. Для предохранения вытекания из нее силумина, используют стальные подкладочные пластины.
Готовый шов должен остывать как можно медленнее.
Изделия из силумина китайского производства сваривать бессмысленно, поскольку по большей части они изготовлены на основе порошковых технологий. Даже если удастся подобрать подходящий режим и присадку, цена такого ремонта окажется дороже новой детали.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня
В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как правильно сварить силумин

Для работ со сплавом применяют аргонодуговую сварку. Работы предполагают применение следующего оснащения: горелочное устройство, инвертор, осциллятор, а также газовый баллон.
Нерасходуемый вольфрамовый электрод закрепляется в горелочном аппарате, а силуминовая проволока отыгрывает роль присадки.
До начала сварочных работ с силумином нужно:
- Пескоструйным аппаратом, наждачкой, либо металлической щеткой следует зачистить края элементов из сплава, предназначенных для сваривания.
- Следующий этап – обработка деталей специальным химическим веществом, таким как растворитель либо бензин.
Такая технология предусматривает работы на обратной полярности с короткой дугой. Эти параметры предоставят лучшие условия для плавки сплава.
Для образования сварочного шва высокого качества, проволоку следует подавать перед горелочным устройством, а сам горелку удерживать под углом.
От скорости, постоянности и точности подачи сварочной проволоки по шву зависит его качество. В случае очень быстрой подачи металл разлетится, а шов будет не ровным.
Важно придерживаться следующих советов и правил сваривания сплава в домашних условиях:
- Нельзя прикасаться к заготовкам из металла при поджигании электрода;
- Лишь после разжигания электрода из вольфрама должен вводиться аргон;
- Чтобы деталь остывала равномерно, не следует сразу перекрывать поступление газа. Нужно выключать подачу аргона через 10 с после того, как будет прекращено поступление электроэнергии на электрод.
Можно ли варить силумин аргоном

Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды. Технология сварки силумина аргоном напоминает процесс сваривания алюминия
Это самый надежный способ соединения силуминовых изделий
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Пайка силумина в домашних условиях – Справочник металлиста

Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия. Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной.
- Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться. В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся.
- Проволока должна аккуратно подаваться под углом непосредственно спереди горелки. Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.
Склейка или сварка силумина?
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.

Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Удачи.
P.S. Совсем забыл про «холодную сварку».
Силумин как один из свариваемых материалов
Силумин – это сплав, в основе которого (более 90% химического состава) лежит алюминий. Остальные 10% приходятся на кремний. Последний добавляется для того, чтобы повысить прочность итогового сплава, что позволяет использовать его более широко. В некоторых случаях в состав сплава могут входить медь, железо, марганец и цинк. В случае если в составе силумина цинк присутствует в достаточных значениях, данный сплав следует относить к литейным маркам сплава, что позволяет говорить о возможности его сварки при наличии острой необходимости в таком действии.
Еще одним ключевым свойством силумина является его пластичность, что позволяет изготавливать из данного металла большое количество различных сложных по своей форме деталей, так как он достаточно легко льется, что позволяет ему качественно заполнять искомые формы.
Как спаять силумин в домашних условиях

/ Техника сварки
Назад
Время на чтение: 2 мин
168
Сегодня силумин применяют для производства всевозможных сложных элементов. Сварщики соединяют детали из силумина применяя этот метод сваривания.
Сложным этот способ не назовешь, но, когда дело доходит до практики, при работе со сплавом многие начинающие мастера встречаются с большим количеством трудностей.
Детали из этого металла, соединяются более сложно, так как при сварке сплав окисляется и нагревается. Учитывая такие особенности, для этого способа сваривания применяют аргон. Этот элемент препятствует окислительному процессу во время сварочных работ.
Примечание. Силумин – это кремнийсодержащий сплав в основе которого лежит алюминий. Из него производят разные изделия замысловатых форм.
Из физических свойств этого сплава следует выделить износоустойчивость, высокую прочность, а также не податливость коррозии и небольшой вес.
- Силуминовая сварка с применением аргона
- Как правильно сварить силумин
- Сварка силумина аргонодуговым методом: все «за» и «против»
Свойства алюминия как металла и проводника
Алюминий стоит в периодической таблице сразу за натрием и магнием — активными, даже горючими на воздухе, металлами. Поэтому он и является легким и очень активным металлом. Теплопроводность и электропроводность его ниже, чем у меди. Но так как алюминий легче меди, изделия из него там, где важны именно эти свойства, при той же массе получаются геометрически большими по размерам. И за счет конвекции теплоотвод от алюминиевых деталей может быть больше, чем от медных.
Активность алюминия работает против пайки — стандартной операции электрического и механического соединения многих металлов. Потому что активность такова, что он на воздухе немедленно окисляется. И покрывается непрошибаемой пленкой корунда — Al2O3. Другие соединения алюминия тоже очень прочны, что делает добычу этого самого распространенного в земной коре металла энергозатратной: на выработку 1 тонны алюминия нужно затратить 17 мегаватт/часов электроэнергии.
Только у нас в стране это не оказалось препятствием к большим объемам выработки и широкому применению этого металла.
Кроме собственно алюминия используются сплавы на его основе — дюраль и силумин.
Если чистый алюминий идет в основном на электротехнику, то из сплавов делают различные изделия: из силумина — литые вещи (мясорубки, посуда), упорные конструкции, из дюраля — каркасы, корпусные детали, монтажные профили.
Сплавы, казалось бы, работают против извечного врага пайщиков алюминия — оксидной пленки — и они должны паяться хорошо. Однако сама пайка дюраля и силумина нарушает ценные свойства этих сплавов в местах соединения, что делает пайки непрочными и быстро разрушаемыми.
О пайке алюминия
Поэтому паять алюминий нужно именно как таковой, а изделия из его сплавов можно попробовать спаять, но только там, где особых требований на механическую прочность вещей, которые паяются, не ожидается.