Что такое блок двигателя в сборе
Содержание:
- Прайс-Лист
- При установке головки цилиндров соблюдать следующие указания:
- Мифы
- Покрытые никелем рабочие поверхности цилиндров
- Зачем нужно растачивать блок цилиндров
- Производство блоков двигателей. Преимущества и недостатки чугуна
- ALUSIL®-paбочие поверхности цилиндров
- Основные дефекты и неисправности блока цилиндров двигателя
- Особенности по гильзовке блока цилиндров
- Конструкция детали: что входит в ГБЦ
- История
- Процесс растачивания каналов головки
- Особенности алюминиевого двигателя
- Заключение
Прайс-Лист
- Спецпредложения
- Запчасти КАМАЗ
- Запчасти КАМАЗ-5490
- Запчасти МАЗ, ЯМЗ
- Запчасти ЗИЛ
- Запчасти ЗМЗ, к а/м ГАЗ
- Запчасти на легковые Волжанки
- Запчасти для Газелистов
- Запчасти на грузовые Газоны
- Запчасти на гусеничку ГАЗ-71
- Запчасти УАЗ, УМЗ
- Запчасти КрАЗ, БелАЗ
- Запчасти УРАЛ
- Запчасти АВТОБУСЫ
- Запчасти АМАЗ
- Запчасти ИКАРУС
- Запчасти КАВЗ
- Запчасти ЛАЗ
- Запчасти ЛИАЗ
- Запчасти НЕФАЗ
- Запчасти ПАЗ
- Прочие автобусы
- Тракторы, ком.техника, навесное оборудование
- Тракторы и мотоблоки
- Коммунальная техника
- Навесное и прицепное оборудование
- Запчасти для ТРАКТОРОВ и СПЕЦТЕХНИКИ
- JCB – запчасти на спецтехнику
- Автокран (КС-3577, КС-4517 и др.)
- АМЗ (А-01, А-41, Д-440, Д-442, Д-447, Д-461, Д-467)
- Амкодор (ТО-18, ТО-28, ТО-30 и др.)
- АТЗ (Т-4А, ТТ-4М)
- ВгТЗ (ДТ-75)
- ВМТЗ (Д-120, Д-144, Д-130, Д-145Т)
- ВТЗ (Т-25, Т30А-80, ВТЗ-2048)
- ЛТЗ (Т-40, ЛТЗ-55, ЛТЗ-60)
- МКСМ, UNC, DETVAN
- МТЗ – запчасти для тракторов
- ОТЗ (ТДТ-55)
- ПТЗ (К-700/701/702/703/704)
- ХТЗ (Т-150, МТ-ЛБ)
- ЧТЗ (Т-130, Т-170, Б-10, Б-12, Б-170, Т-10М, ДЭТ-250)
- ЮМЗ – запчасти для тракторов
- Прочая спецтехника и тракторы
- РВД – шланги и рукава высокого давления
- Запчасти и двигатели ММЗ
- Запчасти для двигателей ММЗ
- Двигатели ММЗ: Д-242, Д-243, Д-245, Д-246, Д-260
- Запчасти ВАЗ
- Запчасти ОКА ВАЗ 1111
- Запчасти ВАЗ классика 2101 – 2107
- Запчасти ВАЗ передний привод
- Запчасти ВАЗ Granta и Largus
- Запчасти НИВА и полный привод
- Запчасти Москвич, ИЖ
- Запчасти для корейских грузовиков
- Запчасти для Starex, H-1
- Запчасти для Porter, H-100
- Запчасти для HD65,72,78, County
- Запчасти для HD120, AeroTown
- Запчасти для HD160,170, . ,700,1000
- Запчасти для автобусов HYUNDAI, KIA
- Запчасти для корейских легковых автомобилей
- Запчасти DAEWOO, CHEVROLET
- Запчасти ИНОМАРКИ еще
- Запчасти BMW
- Запчасти DAF
- Запчасти FIAT
- Запчасти FORD
- Запчасти HONDA, ACURA
- Запчасти IVECO
- Запчасти MAN
- Запчасти MAZDA
- Запчасти MERCEDES
- Запчасти MITSUBISHI
- Запчасти NISSAN, INFINITI
- Запчасти OPEL
- Запчасти PEUGEOT, CITROEN
- Запчасти RENAULT
- Запчасти SCANIA
- Запчасти SHAANXI
- Запчасти SSANGYONG
- Запчасти SUZUKI
- Запчасти TOYOTA, LEXUS
- Запчасти VAG: VW, AUDI, SEAT, SKODA
- Запчасти VOLVO
- Прочие иномарки
- Прицепы и полуприцепы
- ПОЛУПРИЦЕПЫ иностранные
- ПОЛУПРИЦЕПЫ отечественные
- ПРИЦЕПЫ тракторные
- ПРИЦЕПЫ легковые
- Фаркопы и запчасти к легковым прицепам
- Автозвук и навигация
- Антенны
- Видеорегистраторы
- Видеотехника автомобильная
- Карты памяти, флэшки
- Колонки, сабвуферы, акустика
- Комплектующие
- Магнитолы
- Модуляторы FM, плееры MP3
- Навигация, системы парковки
- Радар-детекторы, антирадары
- Радиостанции и комплектующие к ним
- Усилители звука
- Автохимия, фильтры
- Автокосметика, краски, средства по уходу
- Автохимия, жидкости, присадки, тосол
- Бытовая химия, газ
- Масло
- Смазки, жидкие ключи
- Прочие средства и ГСМ
- Фильтры и элементы
- Аккумуляторы, АКБ
- Аккумуляторы для мото (до 30 А/ч)
- Аккумуляторы для легковых (до 125 А/ч)
- Аккумуляторы для грузовых (от 125 А/ч)
- Аксессуары и тюнинг
- АвтоЛеди – товары для женщин
- Алкотестеры
- Аптечки, огнетушители, знаки аварийные
- Багажники автомобильные
- Газобаллонное оборудование
- Зеркала автомобильные и элементы к ним
- Ионизаторы воздуха
- Коврики салона, багажника
- Колеса рулевые, чехлы и ручки КПП
- Компрессоры, насосы, шланги
- Кресла, подушки, адаптеры ремней
- Литература, каталоги
- Органайзеры, крепление багажа
- Сигнализации, блокираторы, сирены
- Тюнинг внешний
- Тюнинг внутренний
- Холодильники автомобильные
- Цепи противоскольжения
- Чехлы сидений, подголовников
- Щетки и ленты стеклоочистителей
- Вело, мото, квадроциклы
- Велосипеды
- Квадроциклы, мотовездеходы
- Мотоциклы, мопеды, скутеры
- Самокаты и скейтборды
- Аксессуары для вело, мото
- Запчасти, инструмент для вело, мото
- Костюмы и защита
- Шины, камеры вело, мото
- Шлемы и визоры
- Электрика для вело, мото
- Гайки, болты, крепеж
- Двигатели, кабины, рамы
- Блоки цилиндров
- Двигатели
- Кабины и кузова
- Платформы и надстройки
- Рамы и полурамы
- Инструмент, ключи
- Бензопилы, генераторы
- Диагностика, измерения
- Дрели, машинки, электроинструмент
- Кисти, валики, распылители краски
- Ключи, отвертки, инструмент
- Компрессорное оборудование
- Лопаты, топоры, домкраты, тросы
- Мойки, пылесосы, щетки
- Нагнетатели смазки, шприцы, воронки
- Нагреватели, фены, тепловые пушки
- Пневмоинструмент
- Режущий и абразивный инструмент
- Сварка, пайка, газовое оборудование
- Сервисное оборудование
- Строительно-отделочный инвентарь
- Ящики для инструмента
- Подшипники
- Хозтовары, сувениры
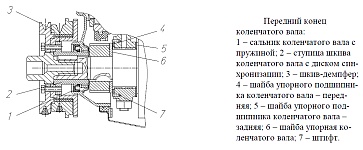
При установке головки цилиндров соблюдать следующие указания:
- Поставить новые прокладки. Они различны как для двигателей так и для головок цилиндров. Прокладка левой головки цилиндров со стороны цепного привода имеет 3 отверстия, а прокладка правой головки цилиндров — 2.
- Болты крепления головки цилиндров длиной 165 мм одновременно служат и для крепления корпусов подшипников распределительного вала.

Установить головку цилиндров (предварительно одев выпускной трубопровод на шпильки крепления) на два установочных штифта на блоке цилиндров.
Смазать резьбу болтов крепления головки цилиндров и завернуть болты. При замене болтов проверить соответствие их длины.
Затянуть болты крепления головки цилиндров в соответствии с порядком затяжки, показанном на рисунке, при помощи ключа 116 589 001 300. Первоначальный момент затяжки 30 Нм.
Новые болты затянуть моментом 50 Нм.
Окончательную затяжку болтов крепления головки цилиндров произвести через 10 мин моментом 50 Нм.
Дальнейшие работы выполнять в обратной снятию последовательности. Установить выпускной трубопровод и полностью закрепить
Установить звездочку вместе с цепью привода на распределительный вал, обратив внимание на совпадение меток на звездочке и цепи. Затянуть болт крепления звездочки моментом 100 Нм
удерживая распределительный вал от проворачивания.
В автомобилях с регулируемой подвеской колес предварительно установить детали крепления гидросистемы подвески.
Мифы
Есть несколько неверных или не точных фактов, которые передаются из уст в уста об алюминиевой посуде. Самым главным из них является миф о вредности такого сплава. При правильной обработке казана на его поверхности образуется пленка, которая не дает еде пригорать, и предотвращает выделение вредных веществ. К тому же качественная посуда проходит тестирования и проверки.
Второй миф связан с недолговечностью алюминиевой посуды. Многие ошибочно предполагают, что такой казан может легко расплавиться.

Но добиться такого от качественной литой посуды просто невозможно.
Третий домысел говорит о плохом качестве еды, которую приготовили в алюминиевом казане. Главной особенностью такой посуды является эффект томления. Да, чугунный казан лучше держит тепло, долго нагревается и остывает. Но и алюминиевая посуда справляется с этой задачей отлично. То есть пища идеально приготовиться, если выдерживать необходимый температурный режим.
Покрытые никелем рабочие поверхности цилиндров
С целью достижения необходимой износостойкости рабочие поверхности цилиндров покрывались в прошлом в течение некоторого времени дисперсионным слоем никеля и карбида кремния : Ni-SiC), который наносился гальваническим способом на тонко обработанную рабочую поверхность цилиндра. В качестве названий марок стали известными оба понятия — Galnikal и Nikasil. Толщина никелевого слоя в среднем — от 10 до 50 |jm. В данный слой интегрированы для улучшения износостойкости твёрдые фазы из карбида кремния (7-10 объёмных %). Величина зерна интегрированного карбида кремния — 1-3 рм. В качестве основного материала блока цилиндров применимы выгодные алюминиевые сплавы, такие, как Silumin (напр., AISi9Cu3). На изображении 2 виден разрез в увеличении под микроскопом покрытой никелем рабочей поверхности цилиндра.
Из-за неравномерной толщины никелевого слоя, возникающего при гальваническом покрытии, рабочие поверхности цилиндров после нанесения никелевого покрытия должны быть выглажены обычным хонингованием и структурированы. По сравнению с гильзой из серого чугуна никелевый слой сравнительно гладок и не имеет графитовых жил, в которых может отлагаться смазочное масло. Заключительная операция хонингования особенно важна для создания каналов распределения масла и оптимизации объёма масла, остающегося на рабочей поверхности цилиндра.
Никелевые покрытия требуют больших инвестиций в гальванические установки и устройства дезактивирования ядовитых веществ ванн предварительной подготовки.
Не в последнюю очередь также удаление образующихся никелевых шлаков негативно сказывается на стоимости производства. Покрытие никелем нашло применение, главным образом, в серийном производстве одноцилиндровых двигателей. Многоцилиндровые блоки, напротив, находят применение в серийном производстве только в единичных случаях. Были проблемы при изготовлении с пористостью чугуна на поверхности цилиндра, что имело следствием отделение слоя. Проблемы проявлялись в прошлом также при частой эксплуатации на коротких участках, во взаимосвязи с серосодержащим горючим. У двигателей, которые или вообще не достигали своей рабочей температуры, или достигали её редко, эксплуатация на коротких участках приводила к образованию конденсата, который, совместно с образующейся от сжигания серой, вёл к возникновению сернистой кислоты. Данные кислотосодержащие продукты сгорания вели к коррозии, к упомянутому отделению слоя и, в конечном счёте, к отказу от покрываемых никелем рабочих поверхностей цилиндров при серийном изготовлении двигателей для легковых автомобилей.
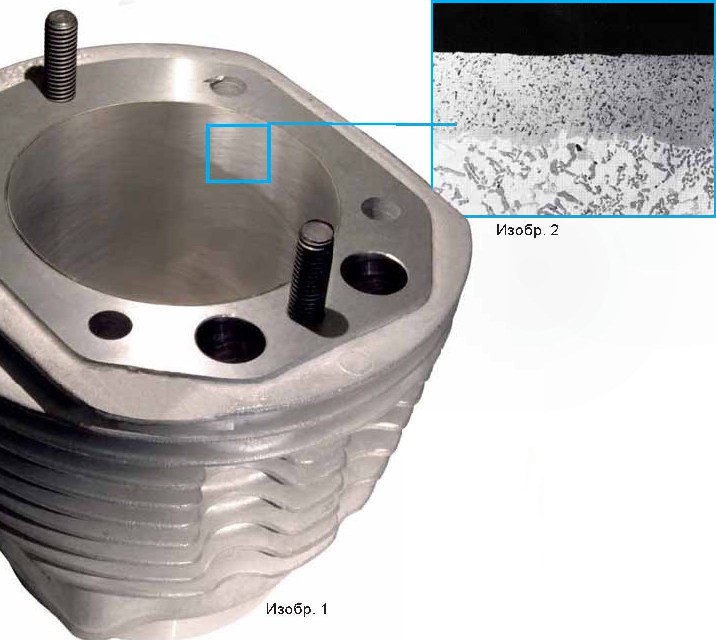
В противоположность к ALUSiL-MeTOду, восстановление отверстий цилиндров в ходе среднего или капитального ремонта — включая новое никелевое покрытие — возможно только при высокой трудоёмкости и с большими трудностями. Из-за недостатка подходящих специальных предприятий это практически едва ли выполнимо. На изображении 1 показан алюминиевый ребристый цилиндр мотоциклетного двигателя с Galnikal- покрытием.
Зачем нужно растачивать блок цилиндров
 В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
Как известно, в процессе работы все элементы мотора испытывают серьезные нагрузки. Особенно это касается цилиндров и поршней. В процессе работы поршень постоянно трется о стенки цилиндра с огромной скоростью. Несмотря на то, что стенки цилиндров выполнены из прочной стали, она все равно стирается в процессе работы поршней, а сам цилиндр деформируется, переставая быть идеальной округлой формы. Из-за изменения формы цилиндров в сторону овала, ухудшается прилегание поршневых колец, вследствие чего при детонации топливовоздушной смеси отработавшие газы попадают в картер, как и сама горючая смесь. Отсюда сразу начинает снижаться общая мощность двигателя, а мотор начинает активно потреблять масло.
Важно: Основным симптомом, указывающим на «овализацию» цилиндров и попадание отработавших газов в картер, является сизый дым из выхлопной трубы в процессе работы двигателя. Также данный симптом характерен при залегании компрессионных колец. Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях
Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега
Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях. Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега.
Если проводится расточка блока цилиндров с целью реанимации двигателя, здесь все довольно просто. На специальных станках избавляются от овальной формы цилиндров, стачивая «лишнее». Далее устанавливаются новые поршни большего размера, и после этого можно проехать на автомобиле еще десятки тысяч километров.
 Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Производство блоков двигателей. Преимущества и недостатки чугуна
Блок цилиндров многих двигателей – чугунный. В производстве используется серый легированный чугун, проходящий несколько стадий механической обработки. Тогда чугун отливки становится функционирующей поверхностью зеркала цилиндра. Расточку отверстия цилиндра производят в соответствии определенному размеру. После завершения обрабатывающих процессов поверхность стенок приобретает микроструктуру, способную удерживать нужный объем масла. Благодаря свойствам легированного чугуна, для блока чугунного двигателя характерна высокая прочность, низкий коэффициент трения, характеризующий пару «сталь-чугун» («чугун-чугун»), используемую для производства поршневых колец, пару «алюминий-чугун», используемую для изготовления поршней. Стенки цилиндров в чугунном блоке обладают завидной износостойкостью.
ALUSIL®-paбочие поверхности цилиндров
При методе ALUSIL весь блок цилиндров состоит из заэвтектического алюминиево-кремниевого сплава. Для такого заэвтектического сплава характерно повышенное содержание кремния; у наиболее часто применяемого ALUSIL- сплава (AISi17Cu4Mg) содержание кремния — 17%.
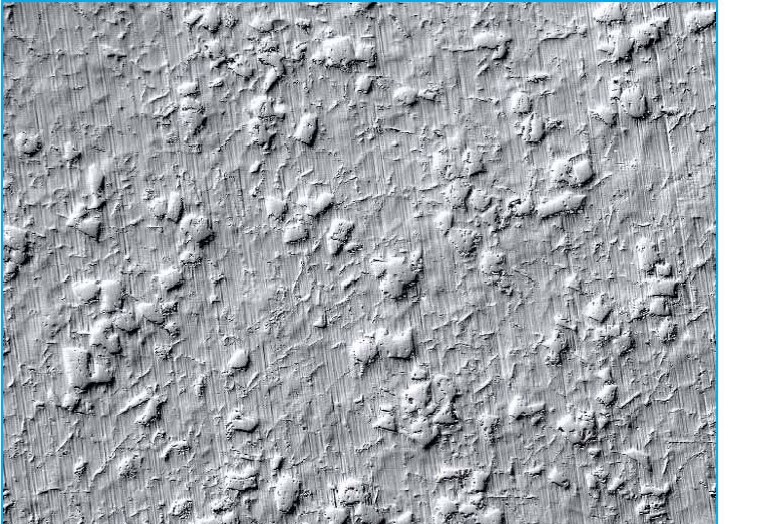
В противоположность заэвтектическому сплаву, эвтектический алюминиево-кремниевый сплав содержит только 12-13 % кремния. При такой доле кремния степень насыщения алюминия достигнута. Более высокая доля кремния приводит к тому, что при застывании расплава образуются первичные кристаллы кремния. Это означает, что та часть кремния, которая из-за насыщения алюминия кремнием не может войти в соединение с алюминием,выкристаллизовывается и откладывается среди (насыщенного) алюминиево-кремниевого сплава (эвтектика). Для облегчения выкристаллизования кремния в расплав добавляется небольшое количество фосфора. Кристаллы кремния растут вокруг гетерогенного алюминиево-фосфидного зародыша. Величина кристаллов кремния находится в пределах от 20 до 70 |jm. Данные первичные кристаллы кремния, соответствующим образом обработанные и раскрытые, без дополнительного армирования, образуют устойчивую к износу внутреннюю поверхность цилиндра для поршня и поршневых колец. Изображение 1: речь идёт о съёмке прозрачной плёнкой1 — здесь показана с увеличением окончательно обработанная АШЗИ-рабочая поверхность цилиндра (механическое шлифование для раскрытия). Отчётливо видны раскрытые кристаллы, выпукло лежащие в кристаллической решётке алюминия. Кристаллы кремния вырастают тем больше, чем дольше длится процесс застывания. Благодаря различной скорости охлаждения в блоке цилиндров в нижней части цилиндров образуются несколько большие кристаллы кремния, чем в верхней части, которая, в силу конструкционных особенностей, быстрее охлаждается. На изображении 2 показана трёхмерная картина шероховатости одной окончательно обработанной .
 |
|
Изображение 1 |
 |
|
Изображение 2 |
0axfilm — тонкая прозрачная плёнка для прямой съёмки структур поверхностей.
На изображении 3 представлены различия строения между доэвтектическим, эвтектическим и заэвтектическим алюминиево-кремниевыми сплавами
Из-за гомогенного распределения первичного кремния во всей отливке получаются в целом худшие свойства обрабатываемости со снятием стружки и меньшая стойкость инструментов, чем у стандартных алюминиевых сплавов. Меньшая скорость резания увеличивает к тому же время обработки, что негативно влияет на производственный такт выпуска.
Данная проблема при обработке может быть решена применением режущих инструментов (PKD), оснащённых алмазами. Только для изготовления отверстий в цельном материале и при нарезании резьбы не имеется инструментов, оснащённых алмазами.
Обработка рабочих поверхностей цилиндров подробно описана, начиная от главы 3.3 под названием «Обработка алюминиевых рабочих поверхностей цилиндров».
Изображения 3
а) эвтектический

б) доэвтектический с зернистой структурой

в) доэвтектический с улучшенной структурой

г) заэвтектический

Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна, так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
- Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Особенности по гильзовке блока цилиндров
Необходимо учитывать материал, из которого изготовлен блок цилиндров (алюминий или чугун), а также вид изделия ― с гильзой или цельный. В некоторые алюминиевые блоки цилиндров нельзя устанавливать поршни ремонтного размера. Особенность цельных БЦ, изготовленных из чугуна, ― нанесение хона на стенки цилиндров. Достаточно редко можно встретить моторы с установкой стальных гильз в чугунном БЦ. Алюминиевые блоки цилиндров обычно выпускаются с гильзами, варианты цельнолитых БЦ встречаются значительно реже.
Сегодня автопроизводители отдают предпочтение блоку цилиндров из алюминия с установленными «сухими» гильзами. На стенки гильз наносится специальное покрытие для улучшения прочностных характеристик и износостойкости втулки. Взаимодействие поршня и поршневых колец происходит именно со стенками гильзы. Выпускаются БЦ из алюминия с возможностью применения ремонтных поршней и гильзовкой.

Существует вариант блока цилиндров из алюминия, в который при ремонте нельзя поставить поршни и кольца увеличенного размера. Деталей для таких ремонтных работ изготовители просто не выпускают. Однако блоки цилиндров этого типа также гильзуют. Следует помнить, что проблемы обычно возникают при установке гильз в алюминиевые БЦ, а с блоками из чугуна сложностей нет.
Первая проблема связана с очень значительной стоимостью оригинальных гильз для двигателей с предусмотренной изготовителем возможностью гильзования. Это делает экономически бессмысленным гильзование БЦ втулками из алюминия всего блока. Прибегать к такому способу целесообразно при установке одной гильзы.
В качестве альтернативного решения применяют установку втулок из чугуна в алюминиевые БЦ. Такой метод достаточно успешно используют мастера в России и других бывших советских республиках. При выполнении ремонтных работ необходимо обеспечит правильный натяг между втулкой и БЦ. До установки гильзы требуется выполнить комплексные замеры
Особое внимание надо обратить на подбор тепловых зазоров и обеспечение нужного отвода тепла.

Необходимо учитывать нюансы, возникающие при установке гильзы в один цилиндр. Такая операция может привести к нарушению геометрии соседнего цилиндра. Специалисты также оценивают возможность использования метода запрессовки или свободной посадки. При свободной посадке охлажденная гильза устанавливается в нагретый блок цилиндров. При этом способе установки нужно использовать герметик.
В нашу компанию вы можете обратиться за гильзовкой блока цилиндров.
Цены действительны с 1 апреля 2021 года
|
Двигатель |
Цена, руб. |
|
ВАЗ |
3 900 руб. |
|
Ока |
1 900 руб. |
|
Таврия |
3 900 руб. |
|
УАЗ Ø 100 мм |
7 500 руб. |
|
Иномарки легковые алюминий (за цилиндр) гильза чугун |
3 350 руб. |
|
Иномарки легковые чугун (за цилиндр) гильза чугун |
2 900 руб. |
|
Иномарки V-образные алюминий (за цилиндр) гильза чугун |
4 000 руб. |
|
Иномарки V-образные чугун (за цилиндр) гильза чугун |
3 600 руб. |
|
Иномарки грузовые (за цилиндр) |
3 500 руб. |
|
Перепрессовка поршней иномарка |
300 руб. |
|
Перепрессовка поршней отечественная |
150 руб. |
|
Мойка блока легковые |
500 руб. |
|
Мойка блока грузовые |
700 руб. |
Конструкция детали: что входит в ГБЦ
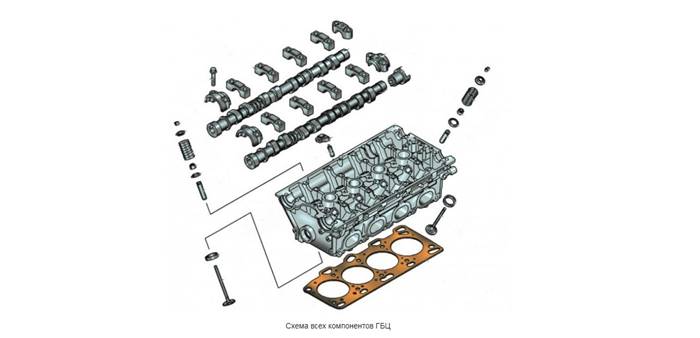
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.

Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
История
После появления поршневых двигателей, в целях улучшения равномерности и массогабаритных показателей, увеличения КПД (искровые) и снижения вибрации, были созданы многоцилиндровые конструкции. На ранних двигателях, ввиду технологических трудностей, картер кривошипного механизма присоединялся на болтах, часто были отдельными цилиндры, рубашки охлаждения, водяные и масляные трубки.
По мере развития технологий литья и станочной обработки (то есть, уменьшения вероятности брака столь сложной детали) блок цилиндров объединил в себе часть картера и все цилиндры. Это уменьшило количество деталей, их суммарный вес, и увеличило жёсткость (что позволяет, например, форсировать двигатели по наддуву). Сейчас такие названия как «блок двигателя», «блок цилиндров», «блок» можно услышать в сервисе или среди водителей, и все они относятся именно к этой единой детали. Блок-картером является деталь, объединяющую в себе блок и все стенки картера (часто это туннельный блок-картер), но и её обычно называют так же.
Однако трудности транспортного характера всё ещё вынуждают изготавливать крупноразмерные судовые двигатели с отдельным картером, отдельными цилиндрами, отдельными головками. Судовые дизели столь велики, что перевозятся по железной дороге частями и монтируются краном на месте. Из эксплуатационных соображений их блоки и картеры имеют многочисленные люки для обслуживания и проверки, и даже головки цилиндров могут иметь отъёмные клапаны с сёдлами.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов
Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости, его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя. С целью снижения веса, в современных автомобилях поршни часто изготавливаются из алюминиевых сплавов, а поверхность цилиндров из других металлов.

Для усиления износостойкости стенок цилиндров применяют специальные технологии, позволяющие в процессе отливки блока цилиндров повысить в поверхностном слое процентное содержание кремния, удаляя при этом с помощью химических реакций алюминий. Это позволяет в разы увеличить уровень износостойкости стенок цилиндров сравнительно с изделиями, изготовленными из чугуна.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.

Заключение
Если кажется, что в ГБЦ нечему ломаться, то это только на первый взгляд. На самом деле, современные ДВС очень сложные, а условия, в которых они работают, предельно жесткие. Поэтому нет никаких гарантий, что головка за весь срок эксплуатации ни разу не выйдет из строя. Да, чаще всего достаточно лишь сменить прокладку.
Но за работой мотора надо следить очень тщательно. Любое отклонение от нормы, наличие посторонних шумов, перерасход масла или топлива, непонятное поведение на высоких или низких оборотах — это повод заняться диагностикой, чтобы в недалеком будущем не было серьезных проблем.