Ремонт и замена распредвала своими руками при износе
Содержание:
- Методы ремонта распредвала
- Замена распределительных валов AUTOFIZIK.RU авторемонт
- Причины для снятия-установки распредвала на двигатель
- Толкатели
- Функции распредвала
- Люфт распредвала в постели
- Восстановление распределительных валов | ТО и ТР автомобиля
- Восстановление распредвала
- Технические условия на контроль, сортировку и восстановление распределительных валов
- Правильная кинематика ГРМ
- Причины для снятия-установки распредвала на двигатель
Методы ремонта распредвала
И, прежде, чем сразу же бросаться в крайность и думать о замене распредвала, его нужно попробовать отремонтировать. Если, конечно, вы уже не задумывались о том, чтобы поменять свой штатный на тюнинговый спортивный распредвал.
Когда речь идёт о такой процедуре, как ремонт распредвала, то своими руками основную процедуру ремонта в гараже вы вряд ли сможете выполнить. Ваша задача, снять головку блока цилиндров и вместе с распредвалом приехать в мастерскую, где возможен ремонт или восстановление распредвалов.
Основные дефекты, при которых требуется восстановление распредвала: биение (деформация) вала, износ кулачков и износ шеек. Не забывайте, для чего мы привозим в мастерскую ГБЦ – дефектовка и, при необходимости ремонт постели распредвала, обязательная комплексная процедура.
Устранение деформации распредвала. Этот дефект устраняется способом поэлементной холодной правки, которая позволяет привести в порядок как стальные, так и чугунные распредвалы.

Биение (изгиб) распредвала устраняют на призмах при помощи пресса. При этом методе естественным образом должны быть учтены допуски производителя распредвала, относительно допустимого биения.
После устранения биения обязательно производится динамическая балансировка. Иначе все усилия были напрасны. Восстановление распредвалов таким методом производится на специальных станках.
Восстановление кулачков распредвала и износ шейки устраняется таким методом, как напыление распредвала либо шлифовкой.
Изношенный кулачок шлифуется до вывода износа и восстановления профиля. Не следует забывать, что после шлифовки кулачка высота подъёма клапана не должна измениться. Иначе будет нарушен процесс фаз газораспределения.

Восстановление кулачков распредвала методом шлифовки, рекомендуется выполнять всего один раз. В противном случае нарушается радиус вершины кулачка, и, соответственно, происходит сбой фазы газораспределения. То есть, следующим этапом, после первого ремонта распредвала, служит замена распредвала.
Для опорных шеек распредвала применяется расточка (шлифовка) до уменьшенных ремонтных размеров. При этом варианте ремонта распредвала, затем применяются втулки. Если же шейки наращивают, то другие детали растачивают под их размер. Для небольшого слоя наращивания применяется осталивание либо хромирование шеек.

Реставрация методом напыления распредвала производится с применением порошковой проволоки многокомпонентного состава (алюминий – цинк). После процедуры напыления распредвала твёрдость покрытия не уступает заводским параметрам. Но, специалисты не рекомендуют проводить ремонт методом напыления более одного раза.
Замена распределительных валов AUTOFIZIK.RU авторемонт
болты гбц нового образца
Снимаем наконечники свечей зажигания вместе с высоковольтными проводами, катушки зажигания (можно только отсоединить разъемы, оставив их на клапанной крышке), тросик привода дроссельной заслонки и, отсоединив провода от датчиков систем смазки и охлаждения, вынимаем жгут проводов из скоб крышки головки блока (см. соответствующие разделы).Сливаем охлаждающую жидкость и снимаем верхние шланги радиатора (см. Снятие радиатора) и датчик массового расхода воздуха вместе с воздуховодами (см. соответствующий раздел).

…и малый шланги системы вентиляции картера.

Ключом “на 12” отворачиваем винты крепления крышки головки блока…

…и снимаем крышку.

Головкой “на 36”, выставляем коленчатый вал в положение ВМТ такта сжатия первого цилиндра, поворачивая его за болт крепления шкива (риска на шкиве коленчатого вала должна совпасть с выступом на передней крышке блока цилиндров, а метки на звездочках распределительных валов – у верхних кромок головки блока).
Ключом “на 12” отворачиваем четыре болта и снимаем переднюю крышку головки блока.

Снимаем верхний гидронатяжитель (см. Снятие и установка гидронатяжителей).
Шестигранным ключом “на 6” отворачиваем два винта и снимаем верхний успокоитель цепи.
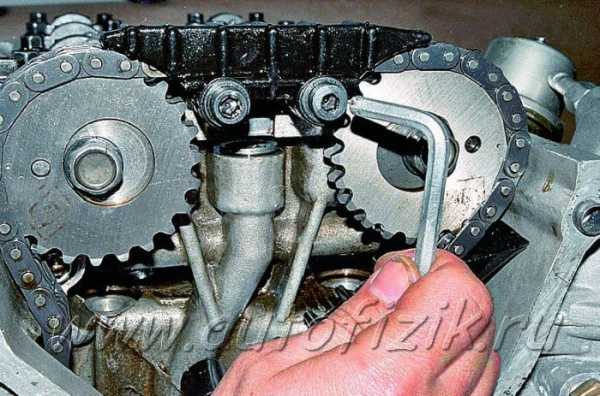
Отвернув шестигранным ключом “на 6” два винта, снимаем средний успокоитель цепи.

Ключом “на 17” отворачиваем болт крепления звездочки распределительного вала выпускных клапанов, удерживая вал ключом “на 30”.

Снимаем звездочку. Аналогично снимаем звездочку со второго распределительного вала.

Ключом “на 12” отворачиваем четыре болта крепления передней крышки распределительных валов. Последовательно, по полоборота, ослабляем затяжку болтов крепления крышек распределительного вала, до тех пор, пока пружины клапанов не перестанут поджимать валы и отворачиваем болты.

Снимаем переднюю крышку…
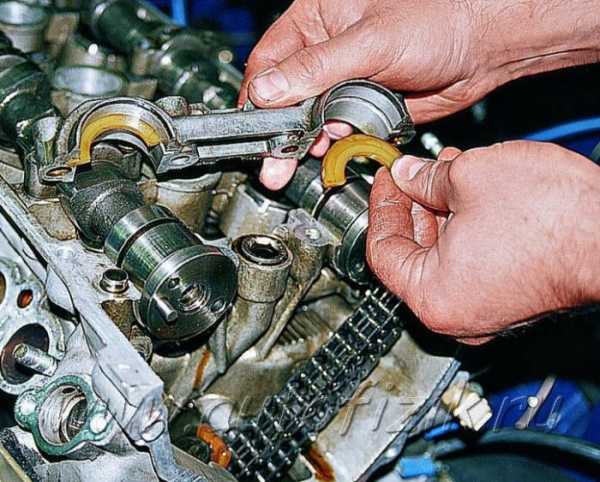
…и остальные крышки.

Снимаем распределительные валы.

Ключом “на 12” отворачиваем болт крепления пластины датчика фазы и устанавливаем ее на новый вал выпускных клапанов.

Монтируем новые распределительные валы в обратной последовательности, смазав моторным маслом постели в головке и крышках, опорные шейки валов. Вал выпускных клапанов с пластиной для датчика фаз устанавливаем штифтом вправо (глядя спереди), а впускных – штифтом вверх. При этом валы находятся в устойчивом положении. Каждую крышку устанавливаем на свое место, согласно порядковому номеру, выбитому на ней.
Схема установки и клеймения крышек распределительных валов:
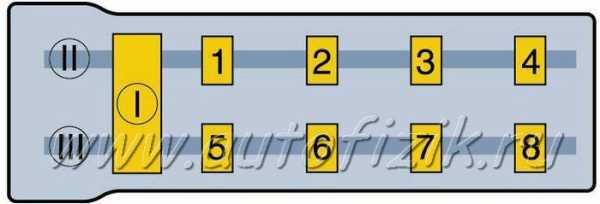
I – передняя крышка;II – вал впускных клапанов;III – вал выпускных клапанов.
Отсчет ведем от передней крышки, начиная с вала впускных клапанов. Ключом поворачиваем вал впускных клапанов против часовой стрелки. Номер должен быть обращен к наружной стороне головки. Звездочки монтируем вместе с цепью, начиная с “выпускного” вала. Обязательно убедитесь, чтобы при натянутой правой ветви цепи метки на звездочках находились напротив верхней кромки головки блока. После установки гидронатяжителя проверьте совпадение всех меток на звездочках и шкиве.
Причины для снятия-установки распредвала на двигатель
Причин для снятия либо замены распределительного вала на самом деле не очень много:
- замена цилиндропоршневой группы;
- ремонт головки блока цилиндров;
- при тюнинге силового агрегата;
- неисправности распределительного вала.
Узнать о неисправном распределительном вале можно по характерному глухому стуку при пуске двигателя. Однако появление стука может говорить не только о неисправности распредвала, но и о неисправностях других узлов и систем автомобиля. Среди неисправностей распредвала стоит отметить следующие:
- износ, царапины или задиры на опорных шейках;
- износ посадочных мест распредвала в постели;
- деформация или трещины распредвала.
Толкатели
Усилия от кулачков распределительного вала к клапану или штанге передают толкатели. Они же воспринимают и боковые усилия, возникающие при вращении кулачков распределительного вала. Толкатели подвергаются действию переменных нагрузок, имеющих динамический характер, следовательно, должны иметь износостойкие рабочие поверхности и малую массу. Для уменьшения массы толкатели выполняют пустотелыми.
В двигателях с нижним расположением клапанов применяются тарельчатые толкатели со сферической опорной поверхностью. Кулачок распределительного вала касается опорной части толкателя сбоку от оси стержня и имеет небольшую конусность. Благодаря такому устройству толкателя и кулачка толкатель вращается во время вращения распределительного вала, что обеспечивает равномерный износ опорной поверхности. Для регулировки тепловых зазоров в стержень толкателяввернут регулировочный болт с контргайкой.
У двигателей с верхним расположением клапанов и нижним расположением распределительных валовтолкатели выполнены в виде пустотелого поршня, внутрь которого входит штанга. Нижний конец штанги смазывается маслом, стекающим по штанге. В толкателе имеется отверстие, через которое вытекающее масло смазывает направляющие втулки и кулачки распределительного вала. Таких отверстий может быть два. Торец толкателя, контактирующий с кулачком, наплавлен отбеленным чугуном, сами толкатели стальные. Для равномерного износа опорная часть толкателя делается сферической, а кулачок имеет конусность, что приводит к вращению толкателя во время работы двигателя.
Рычажные подвесные толкатели применяют на двигателях дизелей. В приливах толкателя установлена ось ролика, на которой в игольчатом подшипнике вращается ролик. Ролик при работе двигателя катится по поверхности кулачка распределительного вала. У этих толкателей трение скольжения заменено на трение качения, что способствует уменьшению износа толкателя и поверхности кулачка вала.
При верхнем расположении клапанов и распределительного вала (двигатели автомобилей ВАЗ-2110, -2111, -1111 и -11113) толкателиимеют форму стакана, в перевернутом виде надетого на клапан. В наружном днище толкателя выполнено кольцевое углубление для укладки регулировочных шайб, подбором толщины которых регулируется тепловой зазормежду толкателем и кулачком распределительного вала.
На двигателях ЗМЗ-4061 и -4063 автомобилей «ГАЗель» и на двигателях автомобилей ВАЗ-2112 применены гидротолкатели. Эти двигатели имеют распределительные валы для впускных и выпускных клапанов. Каждый цилиндр имеет по два впускных и два выпускных клапана. Над каждым клапаном располагаются гидротолкатели. Гидротолкатели стальные, выполнены в виде цилиндрического стакана с плунжерной парой и шариковым обратным клапаном. На наружной поверхности стакана имеются кольцевая канавка и отверстие для подвода масла внутрь толкателя из магистрали головки блока цилиндров. Наружная поверхность и торец толкателя нитроцементированы. Толкатели устанавливаются в отверстиях головки блока цилиндров. Гидравлические толкатели исключают необходимость регулировки зазора между толкателями и клапанами.
а—тарельчатый со сферической опорной поверхностью; б—цилиндрический (поршневой); в—рычажно-роликовый;1 — распределительный вал; 2—кулачок; 3—толкатель; 4— регулировочный болт; 5— контргайка; 6—штанга; 7—отверстие для слива масла; 8—пята; 9—ролик; 10—игольчатый подшипник; 11 — ось ролика; 12—втулка; 13—вилка толкателя.
Механизм привода клапанов при верхнем расположении клапанов и распределительного вала:
1— головка цилиндров; 2 — клапан; 3 — толкатель; 4 — корпус подшипников распределительного вала; 5 — распределительный вал; 6 — регулировочная шайба; 7 — маслоотражательный колпачок; А — зазор между кулачком и регулировочной шайбой
1-корпус, 2-гидрокомпенсатор, 3-плунжер, 4-клапан гидрокомпенсатора, 5-пружина гидрокомпенсатора.
Во время работы двигателя масло под давлением из системы смазки поступает в корпус, отжимает клапан и заполняет гидрокомпенсатор и плунжер.
Когда двигатель не работает давления масла нет.
Плунжер может отойти от стержня клапана. Пружина компенсатора расправится, компенсатор прижмет к низу корпуса, а плунжер к стержню клапана, следовательно зазора нет. Тепловой зазор устанавливается между плунжером и днищем корпуса – автоматически. Первый раз применился в ЗМЗ-406.
Функции распредвала
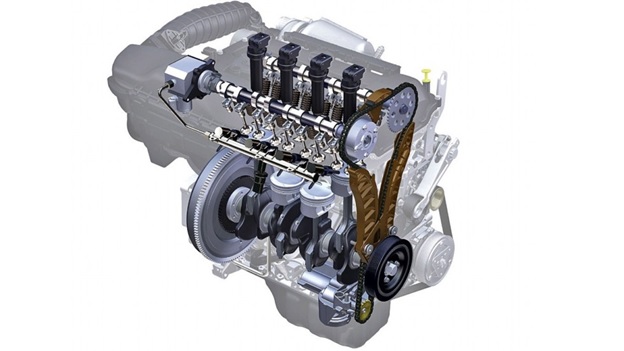
Распредвал – элемент ГРМ (газораспределительного механизма). Он определяет порядок тактов мотора и синхронизирует открывание/закрывание клапанов, которые подают в цилиндры воздушно-топливную смесь и отводят отработанные газы.
Газораспределительный механизм работает по следующему принципу. В момент запуска двигателя стартер проворачивает коленчаты й вал . Распредвал приводится в движение при помощи цепи или ремня, посаженного на шкив коленвала. В цилиндре открывается впускной клапан, и в камеру сгорания поступает смесь бензина и воздуха. В этот же момент датчик коленвала подает импульс на катушку зажигания. В ней генерируется разряд, который идет на свечу зажигания .
К моменту, когда появляется искра, оба клапана в цилиндре закрыты, а топливная смесь сжата. Во время возгорания образуется энергия, и поршень перемещается вниз. Так коленвал проворачивается и приводит в движение распределительный вал. В этот момент он открывает выпускной клапан, через который выходят отработанные в процессе горения газы.
Распредвал всегда открывает нужный клапан на конкретный промежуток времени и на стандартную высоту. Благодаря своей форме этот элемент обеспечивает стабильный цикл смены тактов в моторе.
Подробно о фазах открытия и закрытия клапанов, а также об их настройках, показано в данном видео:
В зависимости от модификации двигателя в нем может стоять один или несколько распредвалов. В большинстве автомобилей эта деталь размещена в головке блока цилиндров. Она приводится в движение за счет вращения коленчатого вала. Эти два элемента соединяются при помощи ремня или цепи ГРМ.
Чаще всего одним распредвалом оснащены двс с рядным расположением цилиндров. Большинство таких двигателей имеет по два клапана на цилиндр (один впускной, а другой выпускной). Встречаются также модификации с тремя клапанами на цилиндр (два на впуск, один на выпуск). Двумя валами чаще комплектуются двигатели, в которых на один цилиндр приходится по 4 клапана. В оппозитных двс и с V-образной формой тоже устанавливается два распределительных вала.
Моторы с одним валом ГРМ имеют простую конструкцию, что приводит к снижению стоимости агрегата в процессе изготовления. Такие модификации легче обслуживать. Их всегда устанавливают на бюджетные автомобили.
На более дорогих модификациях двигателей некоторые производители устанавливают второй вал для снятия нагрузки на вал и в некоторых моделях ДВС для обеспечения сдвига фаз распределения газов. Чаще всего такая система встречается в автомобилях, которые должны отличаться спортивными характеристиками.
Распредвал всегда открывает клапан на конкретный промежуток времени. Чтобы улучшить эффективность мотора на повышенных оборотах, необходимо изменить этот интервал (двигателю нужно больше воздуха). Но при стандартной настройке газораспределительного механизма при повышенных оборотах коленвала впускной клапан закрывается раньше, чем в камеру поступит нужный объем воздуха.
В то же время, если установить спортивный распредвал (кулачки на дольше открывают впускные клапаны), на низких оборотах двигателя есть большая вероятность, что впускной клапан откроется еще до того, как закроется выпускной. Из-за этого часть смеси попадет в выхлопную систему. Как результат – потеря мощности на низких скоростях и повышение токсичности выхлопов.
Самая простая схема для достижения такого эффекта – установить распредвал с функцией проворачивания на определенный угол относительно коленвала. Этот механизм позволяет осуществить раннее и позднее закрытие/открытие впускных и выпускных клапанов. На оборотах до 3500 он будет находиться в одном положении, а когда этот порог преодолевается, вал немного проворачивается.
На сегодняшний день с целью повышения производительности силовых агрегатов разрабатываются электромагнитные и пневматические бескулачковые системы газораспределения. Пока такие модификации очень дорогие в производстве и обслуживании, поэтому их еще не устанавливают на серийные автомобили.
Помимо распределения тактов двигателя данная деталь приводит в движение дополнительное оборудование (зависит от модификации мотора), например, масляный и топливный насосы, а также вал трамблера.
Люфт распредвала в постели
У меня тоже Карина Е и двигатель 4A-FE, тоже стучал, решал эту проблему самостоятельно. Во-первых: до меня кто-то был в движке, очевидно меняли сальники клапанов, так вот, и невзвели пружину на шестернях распредвалов. Это создавало постоянный стук, прямо сказать грохот из подклапанной крышки. Далее я промерил зазоры между распредвалом и подшипниками. Износ как и следовало ожидать был только на крышках подшипников, причем солидный от 0,1 до 0,3 мм. Исправил эту ситуцию очень просто – подшлифовал основание крышки таким образом, чтобы был гарантированный зазор между валом и подшипником. Руками на мелкой наждачной бумаге, благо крышки из алюминиевого сплава – пилятся очень легко. И стуков нестало почти совсем. Только на холодную при прогреве немного подстукивают клапана, после прогрева двигатель просто шелестит – душа радуется. Во-как. Нужны только руки, голова и желание добиться успеха.
Вопрос к Юрию, уже много раз читал про шлифовку основания крышек, но как это сделать-то правильно, ведь элипс там может быть разный и по вертикали и по горизонтали, если вертикаль, то более менее уберешь, опять же до каких пор тереть? А, если горизонтальный элипс, то притирание снизу только уменьшит зазор и придавит вал, так он может и клина дать? Короче говоря какие критерии, где прочитать про зазоры и чем их мерять-то?
По вопросу какой там элипс? Все достаточно просто. Износ распредвала в зоне опорных подшипников минимален, если грубо – то его нет вообще. Нужно просто понимать, что распредвал – это железяка, причем каленая, твердость у него , я думаю не менее 40. 45 единиц, а вот подшипники постели, и полукольца выполнены из алюминиевого сплава. Твердость этого сплава где-то 10..15 единиц. Значит более мягкий материал в трущейся паре будет изнашиваться значительно больше, чем твердый. Р.валы я промерял микрометром, все шейки. Они все «идеальны» – никакого элипса. Значения диаметров я сейчас не помню. А вот с постелью такая история. Нижняя часть опоры выполнена на самой головки цилиндров и износа практически неимела. Промерял износ следуюшим образом. Изготовил примитивный глубиномер, для этого нашел стальной шлифованый брусок, сечением
Восстановление распределительных валов | ТО и ТР автомобиля
Валы большинства двигателей изготавливают штамповкой из стали 40 и 45 или отливкой из специального чугуна (двигатель ЗИЛ-130).
Основные дефекты распределительного вала:
- изгиб вала
- износ и отколы кулачков и опорных шеек
- износ шпоночной канавки и посадочного места под распределительную шестерню
- износ или повреждение резьбы
Вал выбраковывают при трещинах, аварийном изгибе или скручивании, отломах металла на вершине кулачка более 3 мм его ширины.
Изгиб вала устраняют правкой в холодном состоянии на призмах под прессом. Допускаемое биение средних опорных шеек относительно крайних — не более 0,05 мм для большинства двигателей и не более 0,10 мм для двигателей А-41 и А-01М. Биение шейки под распределительную шестерню допускается не более 0,03 мм.
Опорные шейки распределительных валов шлифуют под уменьшенный ремонтный размер в центрах специального станка 3A433 или на круглошлифовальных станках электрокорундовыми кругами зернистостью 46-60 и твердостью СМ. Перед шлифованием зенкуют масляные отверстия, углубляют масляные каналы. В этом случае в блок цилиндров необходимо устанавливать втулки ремонтного размера.
При значительном износе опорных шеек их наплавляют в среде углекислого газа вибродутовой или плазменной наплавкой, наращивают железнением или газотермическим напылением. Перед наплавкой масляные каналы защищают графитными вставками, а перед железнением — свинцовыми. Наплавленные шейки шлифуют. При необходимости после грубого шлифования проводят закалку на глубину 2-3 мм.
Изношенную шейку под распределительную шестерню восстанавливают наплавкой в среде углекислого газа или железнением и обработкой под номинальный размер. Шпоночную канавку заплавляют электродом Э42 или в среде углекислого газа проволокой Св-18ХГСА и фрезеруют под номинальный размер. Смещение шпоночной канавки относительно диаметральной плоскости допускается не более 0,05 мм.
Изношенную шпоночную канавку можно восстановить фрезерованием под увеличенный размер шпонки. Ремонтную шпонку изготавливают из стали 45 и термически обрабатывают до твердости HRC3 40-50.
Изношенные кулачки шлифуют по копиру на станке 3A433 до выведения следов износа и восстановления профиля. После шлифования кулачка высота подъема клапана не изменяется. При износе кулачков по высоте больше допустимого значения их наплавляют ручной электродуговой сваркой электродом Т-590 или Т-630, автоматической наплавкой в среде углекислого газа порошковой проволокой при помощи специального копировального приспособления с охлаждением вала в процессе наплавки. При ручной электродуговой или газовой наплавке на боковые стороны кулачков устанавливают защитные экраны из меди или графита. Распределительный вал помещают в ванну с водой на подставки так, чтобы половина диаметра вала была в воде. После наплавки проверяют изгиб вала и при необходимости правят. Затем наплавленные кулачки предварительно обрабатывают абразивным кругом по шаблону, а после этого окончательно шлифуют на станке 3A433 по копиру.
Восстановленный распределительный вал должен иметь твердость поверхности кулачков и опорных шеек HRC3 54-62, шероховатость Ra 0,63-0,32 мкм.
Восстановление распредвала
О том, что распредвал вашего двигателя нуждается в восстановлении или хотя бы диагностике, вам не придется долго гадать. Вы сразу определите возникшую неисправность по нехарактерной работе мотора и датчику распределительного вала.
Не стоит принимать поспешных решений и сразу же менять распредвал, однако затягивать с восстановлением распредвала тоже не стоит, ведь данная деталь имеет непосредственное отношение к фазам газораспределения, что отражается и на стабильной работе цилиндров.
Провести сложную процедуру восстановления или ремонта распредвала своими руками, без специального оборудования, конечно, не получится, поэтому лучше довериться профессионалам.
Так, восстановление распредвалов в Ростове-на-Дону — одна из самых популярных оказываемых нами услуг, и мы гарантируем качественное проведение ремонтных работ.
Как правило, восстановление распредвала требуется в случае возникновения следующих дефектов:
- деформация вала (биение);
- износ кулачков;
- износ шеек.
Первый из перечисленных дефектов можно устранить при помощи поэлементной холодной правки, с помощью которой можно исправить распредвалы из чугуна и стали. Биение (его ещё называют изгиб) исправляется с помощью пресса на призмах
Во время этого метода важно учитывать возможные допуски производителя о биении распределительного вала
Цены на восстановление распредвала
| Восстановление распредвала грузовиков | 12000-35000 руб. |
После того, как биение будет завершено, в обязательном порядке следует произвести динамическую балансировку, чтобы затраченные усилия не были напрасными. Для данного метода восстановления используются специальные станки.
С помощью метода напыления сварки распредвала либо шлифовки выполняется восстановление кулачков распредвала восстановление шейки.
Вышедший из строя кулачок будет отшлифован до того момента, как износ будет выведен, и профиль — восстановлен.
Важно, чтобы после проведения данной процедуры не изменилась высота подъема клапана, в противном случае может быть нарушение процесса фаз распределения газов. Чтобы восстановить опорные шейки, используется метод шлифовки, который уменьшает ремонтные размеры
В этом случае после шлифовки применяются ремонтные втулки. В случае, если происходит наращивание шеек, то прочие детали растачивают под их размер. Если нужен небольшой слой наращивания, то используется осталивание или хромирование или сварка
Чтобы восстановить опорные шейки, используется метод шлифовки, который уменьшает ремонтные размеры. В этом случае после шлифовки применяются ремонтные втулки. В случае, если происходит наращивание шеек, то прочие детали растачивают под их размер. Если нужен небольшой слой наращивания, то используется осталивание или хромирование или сварка.
После окончания работ твёрдость покрытия равна заводским параметрам.
А ещё ремонт распредвала обязательно должен сопровождаться заменой старых деталей на новые: оси, ролики, подшипники, втулки толкателей.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
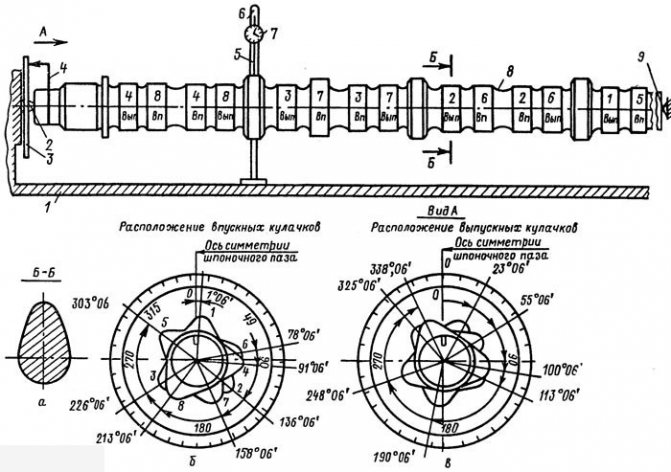
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
| Выпускных | Впускных | ||||||||||
| а° | Л мм | а° | h, мм | а° | h, мм | а° | Л, мм | Л, мм | а° | а° | Л, мм |
| 99 | 0,000 | 128 | 0,656 | 150 | 5,142 | 94 | 0,000 | 126 | 0,967 | 152 | 5,901 |
| 104 | 0,019 | 132 | 1,235 | 156 | 6,163 | 100 | 0,027 | 130 | 1,663 | 160 | 6,939 |
| 110 | 0,088 | 138 | 2,562 | 164 | 7,200 | 108 | 0,138 | 134 | 2,520 | 170 | 7,769 |
| 114 | 0,156 | 140 | 3,034 | 174 | 7,929 | 116 | 0,300 | 140 | 3,788 | 176 | 8,005 |
| 118 | 0,236 | 148 | 4,759 | 180 | 8,050 | 120 | 0,419 | 146 | 4,922 | 180 | 8,050 |
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Деталь № 740.1006015.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
| Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | ||
| по рабочему чертежу | допустимый без ремонта | ||||
| Трещины | Дефектоскоп | — | — | Браковать | |
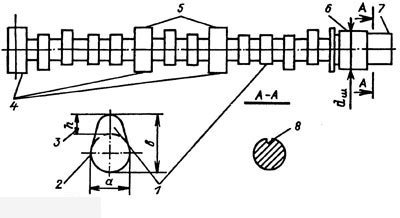
| 1 | Отколы по торцам вершин кулачков | Штангенциркуль 1-125-0,10 | — | — | Зачистить острие кромки, браковать при отколах более 3 мм |
| 2 | Уменьшение цилиндрической части кулачков | Скоба 36,00 | в=8,05±0,1 а=37±0,05 | в=7,9 а=36,00 | Шлифовать по копиру, браковать при уменьшении размера в менее 44,5 мм |
| 3 | Износ впускных и выпускных кулачков по высоте (в—а) | ||||
| 4 | Износ передней и средней опорных шеек. | Скоба CP 50-75 | 54 | 53,89 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 53,69 | 53 | 53,89 | ||
| II ремонтный | 53,49 | 53,6 | 53,49 | ||
| 5 | Погнутость распределительного вала | Приспособление для контроля погнутости вала | Биение средних шеек не более 0,025 | 0,04 | Править |
| 6 | Износ задней опорной шейки. | Скоба CP 25-50 | 42 | 41,93 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 41,73 | 41,8 | 41,73 | ||
| II ремонтный | 41,53 | 41,6 | 41.73 | ||
| 7 | Износ шейки под шестерню | Скоба 35.01 | 35 | 35,01 | Осталивать |
| 8 | Износ шпоночного паза | Калибр 5 | 5 | 5 | Фрезеровать новый паз под углом 180° к изношенному |
Правильная кинематика ГРМ
Необходимо добиться правильной кинематики движущихся деталей ГРМ
На этот вопрос надо обращать особое внимание при создании форсированных двигателей, когда нарушение кинематики может произойти из-за сочетания разных деталей. Нужно осмотреть коромысла и штанги толкателей, проверить геометрию этих деталей
Выбор штанг должен соответствовать оборотам и диапазону нагрузки на силовой агрегат.
Необходимо проверять зазоры, которые должны быть между коромыслами, клапанными пружинами и крышкой, и другими деталями. При необходимости выполняется фрезеровка.
Нужно также проверять изношенность установленных элементов и геометрию цилиндрических деталей и отверстий для толкателя. Изменение геометрии отверстия может привести к заклиниванию толкателя и серьезной поломке
Важно убедиться, что все используемые детали, новые и б/у, могут использоваться в рамках одной спецификации
Обязательно надо проверить кривизну кулачков и люфт распредвала. Форма некоторых кулачков может плохо взаимодействовать с толкателями.
Причины для снятия-установки распредвала на двигатель
Причин для снятия либо замены распределительного вала на самом деле не очень много:
- замена цилиндропоршневой группы;
- ремонт головки блока цилиндров;
- при тюнинге силового агрегата;
- неисправности распределительного вала.
Узнать о неисправном распределительном вале можно по характерному глухому стуку при пуске двигателя. Однако появление стука может говорить не только о неисправности распредвала, но и о неисправностях других узлов и систем автомобиля. Среди неисправностей распредвала стоит отметить следующие:
- износ, царапины или задиры на опорных шейках;
- износ посадочных мест распредвала в постели;
- деформация или трещины распредвала.