Как правильно отрегулировать клапана на мтз 82
Содержание:
- Сила затягивания болтов головки цилиндров мтз
- Рекомендации к затяжке болтов головки блока цилиндров
- Детали и расходники:
- Особенности регулировки клапанов
- Как выкрутить болт с сорванными гранями из головки блока цилиндров
- Неисправности поршневой группы двигателя
- Как правильно проводить затяжку ГБЦ
- Как Отрегулировать Клапана На Мтз 80
- Установка гильз в блок цилиндров
- Правила проведения затяжки крепления
- Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководством по эксплуатации и ремонту силовых агрегатов.
Сила затягивания болтов головки цилиндров мтз
Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78.
Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис.
2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240. Форсунки устанавливайте одной группы по пропускной способности. Прокладки форсунок со стороны прилегания смажьте солидолом УС–2 ГОСТ 1033-73.
Наконечники штанг толкателей должны войти в углубление толкателей.
Далее произведите регулировку зазоров клапанов.Динамометрический ключ Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40.
Перед регулировкой обязательно протяните крепление стоек вала коромысел.
От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива. Регулировка Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные. Толкатели двигателя – стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение. Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 — стальные, качаются на оси, установленной на четырех стойках. Крайние стойки — повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел.
Перемещение коромысел вдоль оси ограничивается распорными пружинами.
В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены.
Коромысла клапанов двигателя МТЗ-82 — стальные, качаются на оси, установленной на четырех стойках.
Крайние стойки — повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел.
Перемещение коромысел вдоль оси ограничивается распорными пружинами. Впускные и выпускные клапаны Д-243 изготовлены из жаропрочной стали.
Они перемещаются в направляющих втулках, запрессованных в головку цилиндров.
Каждый клапан Д-243 закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики. Штанги должны легко вращаться относительно своих осей.Прокладки корпуса термостата и впускного тракта смажьте лаком «Герметик». Отрегулируйте зазоры между торцами клапанов и бойками коромысел. Устранение неисправностей головки цилиндров. Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы.
Выньте впускные и выпускные клапаны.Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются.
При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке:-обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°;-снимите фаску на нижней части седел клапанов под углом 75°;-снимите фаску на верхней части седел клапанов под углом 15°. Рис. 4.
Рекомендации к затяжке болтов головки блока цилиндров
В случае «слепого» отверстия под болты, постарайтесь не перелить в них масла, иначе болт не станет на место до конца. И нелишним будет смазать резьбу пластичным герметиком, если отверстие выходит в систему охлаждения двигателя.
Болты типа TTY (как правило используются в двигателях с алюминиевыми ГБЦ) запрещены категорически к повторной затяжке, так как возможны их разрывы. Их повторное применение также не сможет обеспечить нужного сжатия прокладки, а это значит – течь.

Устанавливая прокладку, обязательно уточните в спецификации производителя прокладки величину момента затяжки. Если у вас есть прошлый опыт замены прокладок, то забудьте о нём. Каждый двигатель имеет свою специфику.
Возвращаясь к болтам типа TTY, нужно акцентировать ваше внимание, что для них существует чёткий градус, а не момент затяжки болтов головки блока цилиндров. То есть, вам понадобится инструмент с индикатором угла

Дотяжка или протяжка болтов, в случае необходимости производится для двигателей: с чугунными ГБЦ на горячем, а с алюминиевыми ГБЦ на остывшем до комнатной температуры.
Удачи вам при затяжке головки блока цилиндров своими руками.
Нередко колодцы, куда закручиваются болты, покрываются ржавчиной или забиваются грязью, очистить их не всегда получается. Заливать в них масло категорически запрещается, ровно, как и закручивать болты в грязные отверстия, в противном случае добиться нужного усилия невозможно. Маслом можно смазать только резьбу непосредственно на болтах. Нередко бывали случаи, когда при игнорировании этих советов колодец разрушался, а это грозит заменой блока цилиндров, т. к. отремонтировать его получается не всегда.
Затягивать без динамометрического ключа нельзя, ни при каких обстоятельствах, закручивание болтов «на глаз» почти всегда совершается с превышением допустимого усилия, это приводит к поломке болтов и ремонту блока цилиндров. Также рекомендуется всегда использовать новые болты, даже если вы старые выглядят идеально, дело в том, что они имеют свойство вытягиваться после затяжки.
Детали и расходники:
- Маслянный фильтр
- Моторное масло
- Ветошь
Инструменты:
- Гаечный ключ торцевой трубчатый 13 мм
- Оправка для запрессовки поршневой пальца
- Оправка для сжатия поршневых колец
- Молоток
- Съемник поршневых колец
- Щуп плоский
- Динамометрический ключ
Детали и расходники:
1. Вставьте шатун в поршень так, что бы приливы на шатуне были обращены в сторону задней части поршня.
Примечание:
На передней части днища поршня выполнена метка в виде лунки.
3. Установите стопорные кольца поршневого пальца в канавки поршня.
4. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.
5. Порядок установки колец следующий: сначала устанавливают составное маслосъемное кольцо (замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо и, наконец, верхнее.
6. Сориентируйте кольца, как показано на рисунке. Установите кольца на остальные поршни.
Расположение замков поршневых колец перед установкой поршня в цилиндр:
1 — расширителя маслосъемного и верхнего компрессионного колец;
2 — верхнего маслосъемного кольца;
3 — нижнего компрессионного кольца;
4 — нижнего маслосъемного кольца.
Примечание:
Устанавливайте нижнее компрессионное кольцо маркировкой вверх.
7. Установите вкладыш в шатун, совместив установочный усик вкладыша с выемкой на шатуне.
8. Смажьте моторным маслом зеркало цилиндра, поршень, поршневые кольца и шатунный вкладыш.
9. Установите на поршень оправку для сжатия колец и, вворачивая винт, сожмите кольца.
10. Проверните коленчатый вал так, чтобы его шатунная шейка, на которую монтируют шатунно-поршневую группу, установилась в ВМТ. Установите поршень цилиндра в соответствии с маркировкой номера цилиндра на шатуне.
11. Нажмите (например, рукояткой молотка) на поршень и сдвиньте его из оправки в цилиндр до момента установки нижней головки шатуна на шатунной шейке коленчатого вала. Аналогично установите поршни в остальные цилиндры.
Примечание:
При установке поршней в цилиндры метки (лунки) на поршнях должны быть обращены к передней части двигателя.
Предупреждение:
При установке поршня плотно прижимайте приспособление для сжатия поршневых колец к блоку цилиндров, иначе будут сломаны поршневые кольца.
Устанавливайте поршень в цилиндр осторожно, чтобы нижней головкой шатуна не повредить шатунную шейку коленчатого вала
12. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке.
13. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.
14. Установите крышку шатуна, соединив шатун с шейкой коленчатого вала.
Предупреждение:
Крышку шатуна устанавливайте таким образом, чтобы маркировки номера цилиндра на шатуне и на крышке расположились с одной стороны.
15. Смажьте моторным маслом резьбу болтов и гайки крепления крышки шатуна.
16. Навинтите гайки шатунных болтов, не затягивая их окончательно.
17. Затяните гайки шатунных болтов моментом 13,7-15,7 Н-м (1,4-1,6 кгс*м).
18. Доверните все гайки на 35-40° по часовой стрелке.
19. Проверьте легкость перемещения шатунов вдоль шатунных шеек. При заедании отверните гайки шатунных болтов и повторно затяните их, как описано в пп. 17,18.
20. Проверьте плоским щупом боковые зазоры между шатунами и щеками кривошипов коленчатого вала. Номинальный зазор 0,200-0,470 мм, предельно допустимый — 0,5 мм. Если боковой зазор больше предельно допустимого, замените шатун и/или коленчатый вал.
21. Установите снятые детали в порядке, обратном снятию.
Обкатка двигателя
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций это сделать невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу следующим образом:
1. Залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
2. Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу:
- 820-900 об/мин — 2 минуты;
- 1000 об/мин — 3 минуты;
- 1500 об/мин — 4 минуты;
- 2000 об/мин — 5 минут.
He доводите работу двигателя до максимальных режимов.
3
Во время работы проверьте герметичность двигателя и его систем, давление масла, обратите внимание на наличие посторонних шумов
4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причины.
5. Начав эксплуатацию автомобиля, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля.
В статье не хватает:
Качественных фото ремонта
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Регулировка должна производиться через определенные промежутки времени
Порядок регулировки клапанов
Существуют разные способы, как отрегулировать клапана на МТЗ 82. Различаются они методом поиска ВМТ (высшей мертвой точки), в которой и нужно проводить проверку и регулировку. ВМТ можно определить по появлению топлива в цилиндрах или по упору клапана в поршень при нажатии (ход должен составлять около 10 мм). Некоторые мастера выставляют метки на шкиве коленвала или ориентируются по отверстию в плите и положению маховика.
Однако проще и надёжнее следовать инструкции производителя и придерживаться такого порядка:
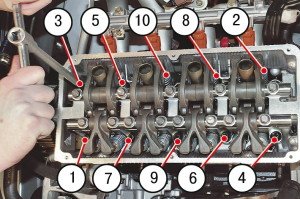
- Провернуть коленвал, пока впускной клапан первого цилиндра не начнет открываться, а выпускной – закрываться. Это легко отслеживается визуально.
- Отрегулировать зазоры в клапанах № 4, 6, 7 и 8, считая от вентилятора.
- Повернуть коленвал ещё на один оборот, пока не закроется четвертый цилиндр. После этого отрегулировать зазоры в оставшихся клапанах (1, 2, 3 и 5).
Регулировка клапанов с протяжкой головки цилиндров
Протяжка – важная процедура, поддерживающая надёжное соединение головки и блока цилиндров, что защищает двигатель от утечки масла и обеспечивает его нормальную работу. На современных моторах устанавливают особые пружинные болты, поддерживающие нужный момент затяжки. Но на двигателях типа Д 240 желательно эту операцию проводить в профилактических целях, совмещая с регулировкой клапанов и любым ремонтом головки блока.
Контроль затяжки выполняется только специальными динамометрическими ключами. Порядок затяжки головки стандартный – сначала центральные гайки, затем остальные по принципу «крест-накрест». Момент затяжки ГБЦ – 150—170 Н-м. Недостаточный момент указывает на то, что прочность болта недостаточна, и он может разрушиться. Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность
Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании
Как выкрутить болт с сорванными гранями из головки блока цилиндров

Выкрутить болт можно с помощью экстрактора
Грани болтов ГБЦ иногда срываются, что существенно осложняет процесс снятия головки блока цилиндров. Решить проблему выкручивания болта с сорванными гранями можно разными способами:
- Усадка (подходит для классической линейки ВАЗ). По болту ударяют тяжелым инструментом, в результате чего он усаживается. Предварительно рекомендуется попробовать выкрутить его с помощью головки на 11, которая набивается на него. Если способ не привел к положительному результату, то нужно действовать с помощью двух молотков, один из которых плоским основанием устанавливается на болт, а другим ударяют по первому. Расплющив шляпку, набивают на нее головку, а затем, используя в качестве рычага длинную трубу, выкручивают. Чтобы исключить повреждение ГБЦ, остальные крепления должны быть затянуты.
- Высверливание и применение зубила. Сверлом на 10 высверливают по центру крепежного элемента углубление ниже граней шляпки болта. Затем, установив зубило перпендикулярно шляпке, ударяют по нему молотком, чтобы сделать шлиц глубиной в пару-тройку миллиметров. Разместив зубило под углом 45, ударяют по нему по направлению против часовой стрелки.
- Наваривание гайки/головки. На крепежный элемент со слизанными гранями нужно наварить подходящую гайку или, что лучше, головку. Дождавшись остывания металла, ключом выкручивают болт. Рычаг можно и нужно удлинить.
- Экстрактор. Этот инструмент специально предназначен для выкручивания болтов с сорванными гранями. Нужно подобрать экстрактор подходящего размера, насадить его посредством молотка на шляпку болта и выкрутить ключом с квадратом 3/8 дюйма. При необходимости используют рычаг.
- Высверливание отверстия под ключ. Суть метода состоит в подготовке отверстия в крепеже перфоратором, в который вставлено сверло по бетону. Высверлив в отверстие, необходимо вставить в него торекс на 25, а затем, воспользовавшись рычагом, выкрутить.
Таковы основные особенности затяжки болтов ГБЦ
Самое важное, что требования изменчивы и зависят от марки и модели автомобиля, а в схему можно вносить небольшие изменения. Однако в любом случае крепежи закручиваются от середины к краям
Неисправности поршневой группы двигателя
При износе компонентов поршневой группы в работе силового агрегата возникают неполадки:
- При работе прогретого двигателя из выхлопного патрубка наблюдается дым синего цвета, указывающий на попадание масла в камеру сгорания. Проблема возникает при образовании слоя кокса на поршневых кольцах, который вызывает залегание элементов. Дополнительным симптомом поломки является снижение уровня моторного масла в картере.
- Появление белого дыма в выхлопных газах прогретых дизелей (при нормативной нагрузке и отсутствии следов воды в топливе) указывает на снижение компрессии из-за износа или разрушения колец или стенок гильзы. Одновременно с появлением белого дыма наблюдается снижение мощности и крутящего момента силовой установки. Для восстановления работоспособности требуется демонтировать головку и проверить состояние элементов поршневой группы.
- Затрудненный пуск двигателя (вне зависимости от температуры охлаждающей жидкости) при исправных системах подачи топлива и очистки воздуха указывает на повышение зазора в поршневой группе. При увеличении зазоров появляются глухие стуки, прослушиваемые по всей длине блока.
- Стук (или звон), доносящийся из верхней части блока дизеля при изменении оборотов, указывает на появление зазоров между верхней втулкой шатуна и пальцем. Износ поршневых колец дополнительно усиливает шумовой эффект.
Диагностика состояния и дефектовка деталей поршневой

Диагностика состояния и дефектовка деталей поршневой.
Для предварительной проверки состояния поршневой группы тракторного дизеля необходимо слить масло из картера, а затем демонтировать нижний поддон.
Затем снимается декоративная защитная крышка газораспределительного механизма и удаляется валик с кулачками привода клапанов, под которым размещены болты крепления головки у блоку цилиндров.
После снятия головки механик оценивает состояние детали, при обнаружении трещин силовой агрегат демонтируется с трактора и отправляется в сервисный центр для проведения капитального ремонта.
Для проверки состояния и замера размеров требуется демонтировать поршневую группу. В процессе разбора мотора удаляется масляная помпа с магистралями подачи жидкости к трущимся парам, а затем откручиваются болты крепления шатунных крышек. Поршни в сборе с шатунами извлекаются из гильз через верхнюю часть блока.
Проверка состояния элементов состоит из этапов:
- Определить внутренний диаметр гильзы в зоне максимального износа (ближе к верхней части). Замер производится в 2 плоскостях — параллельной коленчатому валу, а затем параллельной направлению качания шатунного механизма.
- Проконтролировать диаметр поршня около юбки (перпендикулярно оси поршневого пальца).
- Оценить износ пазов, предназначенных для установки колец. Измерение производится щупом после очистки канавок и установки новых колец.
- Зазора между пальцем и соответствующей втулкой в шатуне составляет не более 0,06 мм, при повышении значения детали подлежат замене.
- Пальцы меняются при обнаружении овального сечения или износа на конус (более чем на 0,02 мм). Не допускается изгиб или скручивание шатуна (0,08 и 0,12 мм соответственно).
Таблица ремонтных размеров поршневой группы Д-240
Промышленностью выпускается 3 размерные группы поршневой для МТЗ Д-240:
| Обозначение группы | Внутренний диаметр гильзы (минимум), мм | Внутренний диаметр гильзы (максимум), мм | Диаметр поршня, измеренный по юбке (минимум), мм | Диаметр поршня, измеренный по юбке (максимум), мм |
| М | 110 | 110,02 | 109,88 | 109,90 |
| С | 110,02 | 110,04 | 109,90 | 109,92 |
| Б | 110,04 | 110,06 | 109,92 | 109,94 |
Детали отличаются диаметром сопрягаемых элементов, маркировка наносится на верхнюю часть стакана гильзы, не используемую при работе дизеля. Поршни маркируются нанесением соответствующей литеры на днище. При проведении капитального ремонта силового агрегата запрещается использование деталей из разных наборов.
Как правильно проводить затяжку ГБЦ
В первую очередь найдите оригинальное руководство по эксплуатации вашего автомобиля. Даже если вы покупали авто с рук, в интернете можно найти руководство по использованию. Внимательно изучите все, что вам потребуется при перетяжке гбц, а именно:
- какие вам понадобятся болты для затяжки гбц;
- какое усилие затяжки требует отдельный момент(для каждого нужна разная сила);
- порядок затяжки гбц.
В современных автомобилях используются специальные пружинные болты, не требующие дополнительной затяжки, обратите на это внимание. Такие детали при усилии и попытке их затяжки могут не только деформироваться, но и повредить детали, расположенные рядом
Будьте осторожны, обязательно узнайте, какие болты стоят на вашем автомобиле.
Во время ремонтных работ поставьте специальную прокладку, не дающие усадку болта, это исключит необходимость протяжки болтов.
Для самостоятельной затяжки моментов обязательно понадобится специальный ключ, движения которым придётся делать с точностью до миллиметров, которые производитель указывает в инструкции к автомобилю. Забудьте про мысли, что чем туже вы затянете болт, тем лучше он будет держаться и так далее, в этом деле придётся чётко следовать инструкции, иначе рискуете повредить двигатель автомобиля, что приведет к более дорогостоящему ремонту.
Как Отрегулировать Клапана На Мтз 80
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и принципиальная задачка при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти деяния позволяют сделать лучше работу мотора, уменьшить расход горючего, повысить мощность и КПД.
Почти все находится в зависимости от режима и критерий эксплуатации трактора. Высококачественная работа дизеля отражается на его долговечности и надёжности. При насыщенной эксплуатации движок и его составные части получают существенную нагрузку.
как отрегулировать клапана или зажигание на тракторе МТЗ 82 клапана ЯМЗ 236. Она отражается на геометрии многих деталей. Клапана и остальные элементы газораспределительного механизма подвергаются тепловой нагрузке (сильному нагреву), механическим и динамическим перегрузкам.
Вибрация, неизменное движение, перепады температуры.
работ
Весь смысл операции состоит в получении подходящих зазоров меж бойками коромысел и торцами стержней регулируемых клапанов. При всем этом следует точно подтянуть болты крепления цилиндров. Как заменить и отрегулировать рабочий цилиндр на Газель?.
Следует держать в голове, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) должна производиться в чёткие промежутки времени. Поначалу, конкретно после процедуры обкатки, а позже следующие 480 часов определенной эксплуатации.
Неважно какая разборка цилиндров в следующее время предполагает подобные деяния. Очевидным признаком критической опции может служить стук клапанов
Тогда создают внеплановую регулировку.
При ухудшении свойства работы мотора, возникновения задымлённости канителить с проверкой клапанов не стоит!
Очерёдность работ
При наличии простых технических способностей, познания устройства мотора, умения обращаться с обычным слесарным инвентарем, эту регулировку можно выполнить без помощи других. Но главное — строго соблюдать очерёдность действий.
Начинать регулировку нужно с изготовления доступности к крышке головки блока цилиндров. Регулировка клапанов МТЗ 80 проводится на тракторе МТЗ 80 после того, как он пройдет обкатку, а в дальнейшем, в процессе работы, после 500 часов его “наезда”.
При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
Основные моменты регулировки клапанов
ГРМ Двигателя Д-240 ТрактораМтЗ —80 /82.
Регулювання клапанів на МТЗ-80/82
Регулировка клапанов
двигателя д-240 тракторамтз —80 -82 а также смд14-21.
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины.
Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Как отрегулировать клапана трактора МТЗ-80, перед регулировкой клапанов на прогретом. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение
Зазор клапанов МТЗ-82 на непрогретом двигателе должен Как отрегулировать клапана МТЗ-82
Закручивать крепёж важно на тёплом двигателе. Как отрегулировать карбюратор своими Как выставить обороты холостого хода на ВАЗ 2107
Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма.
Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!
Установка гильз в блок цилиндров
Гильзы правильно устанавливать с разгона. То есть гильзу необходимо осадить вручную до резиновых уплотнений. И затем нанести по верхней части резкий но не сильный удар. Чтобы гильза вошла на свое посадочное место. При резком ударе меньше вероятности того что закусятся резиновые уплотнения. Конечно удар необходимо наносить не по самой гильзе. А предварительно установить деревянный брусок. Что бы избежать скола гильзы
На гильзах двигателя д 240 и последующих модификациях делать это не желательно, или с большой осторожностью. Чтобы не допустить удара верхней юбки гильзы о посадочное место в блоке
Если произойдет даже не значительный удар. Верхняя часть гильзы в посадочном месте лопнет, по кругу. Поэтому лучше аккуратно осаживать гильзу в ручную. Добиваясь. равномерного осаживания в уплотнительные кольца. Чтобы избежать закусывания.
Правила проведения затяжки крепления

Болты ГБЦ
Соблюдайте правила затяжки креплений:
- Момент затяжки ГБЦ указывается в руководстве к транспортному средству. Следует изучить его, прежде чем выполнять ремонт. Этот показатель отличается не только на разных марках автомобилей, но и на разных моделях машин одного и того же производителя. А все потому, что в одних моторах блок цилиндров изготавливают из чугуна, в других – из алюминиевых сплавов, устанавливают асбестовые и безасбестовые прокладки ГБЦ, которые обладают разным коэффициентом расширения.
- Обтяжка производится последовательно и равномерно. Порядок затягивания болтов головки блока цилиндров также нужно уточнять в рководстве.
- После вкручивания болтов с должным усилием, необходимо осуществить контрольную затяжку через 30-40 минут. Необходимость в этом появляется из-за «усаживания» прокладки после установки. Следует также проверить момент затяжки примерно после 1000 км пробега, потому что из-за высоких нагрузок и повышенных температур увеличивается давление на прокладку, что приводит к ослаблению затяжки болтов со временем, а вероятность прогорания прокладки и ее продавливания увеличивается. Порядок затягивания болтов при дотяжке сохраняется. Если для крепления головки ГБЦ использовался пружинный тип креплений, то выполнять протяжку болтов потом не нужно.
- Затяжку производят в три-четыре этапа, соблюдая порядок: сначала крепежи затягивают слегка, потом сильнее, и, наконец, до конца.
- Если используется динамометрический ключ щелчкового типа, то после появления характерных щелчков затягивать болты больше нельзя.
- Рекомендуется менять болты на новые при каждой разборке двигателя, но на 16-ти клапанных движках можно повторно вкрутить старые крепежи, если их длина составляет менее 95 мм (длину нужно измерить вместе с шайбой). В противном случае крепежные элементы упрутся в дно колодца, а при температурном расширении разобьют отверстие, расколют блок цилиндров либо сломаются сами.
Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководством по эксплуатации и ремонту силовых агрегатов.
1. Описание и работа
1.1. Назначение дизеля и технические характеристики.
1.1.1. Состав дизеля.
1.1.2. Устройство и работа дизеля.
1.1.3. Маркировка и упаковка дизеля.
1.2. Описание и работа составных частей дизеля, механизмов, систем и устройств.
1.2.1. Корпус и механизмы.
1.2.2. Системы. Система смазки.
1.2.3. Системы. Система питания.
1.2.3.1. Топливный насос высокого давления(ТНВД).
1.2.3.2. Топливный аккумулятор, воздухоподводящий тракт.
1.2.3.3. Форсунка.
1.2.3.4. Фильтры.
1.2.4. Системы. Система охлаждения.
1.3.1. Устройства необходимые для эксплуатации дизеля.
2. Использование и назначение
2.1. Эксплуатационные ограничения, подготовка дизеля к использованию.
2.2. Использование дизеля.
2.3. Возможные неисправности и методы их устранения.
2.3.1. Таблица блинк-кодов (7 частей).
2.3.2. Таблица неисправностей и способов их устранения (6 частей).
2.4. Безопасность при эксплуатации и экстремальные ситуации, хранение, утилизация.
3. Техническое обслуживание
3.1. Техническое обслуживание дизеля.
3.1.1. Системы охлаждения и смазки дизеля.
3.1.2. Система питания и воздухообеспечения дизеля.
3.1.3. Головка блока цилиндров, клапана, стартер, генератор, компрессор, турбокомпрессор.
3.1.4. Натяжка ремней привода дополнительного оборудования.
4. Текущий ремонт
4.1. Текущий ремонт. Основные указания по ремонту дизеля.
4.1.1. Замена поршневых колец и притирка клапанов.
4.1.2. Разборка и сборка водяного насоса, сцепления.
5. Приложение
5.1. Химмотологическая карта.
5.2. Идентификация неисправностей дизеля и турбокомпрессора.
5.3. Размерные группы, номинальные размеры деталей, регулировочные параметры.
5.4. Синхронизация импульсных колёс коленчатого вала и вала редуктора привода ТНВД.
5.5. Структурная электрическая схема ЭУД.
5.6. Средства измерения и строповка.
Автофорум
РАЗМЕРНЫЕ ГРУППЫ ГИЛЬЗ ЦИЛИНДРОВ И ПОРШНЕЙ
Таблица В.1
Маркировка группы
Диаметр гильзы, мм
Диаметр юбки поршня, мм
Б
110+0,06+0,04
110-0,05-0,07
С
110+0,04+0,02
110-0,07-0.09
М
110+0,02
110-0,09-0,11
В комплект на один дизель подбирают поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
НОМИНАЛЬНЫЕ РАЗМЕРЫ КОРЕННЫХ И ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА
Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3
Таблица В.2
Обозначение номинала вкладышей
Диаметр шейки вала, мм
коренной
шатунный
1Н
75,25-0,082-0,101
68,25-0,077-0,096
2Н
75,00-0,082-0,101
68,00-0,077-0,096
Дизель Д-245,35ЕЗ
Таблица В.3
Обозначение номинала вкладышей
Диаметр шейки вала, мм
коренной
шатунный
1Н
85,25-0,085-0,104
73,00-0,100-0,119
2Н
85,00-0,085-0,104
72,75-0,100-0,119
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготавливаются двух номинальных размеров.
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
- «2К» — коренные шейки второго номинала;
- «2Ш» — шатунные шейки второго номинала;
- «2КШ» -коренные и шатунные шейки второго номинала.
РЕГУЛИРОВОЧНЫЕ ПАРАМЕТРЫ ДИЗЕЛЯ
Таблица Г.1
Наименование
Ед. измер.
Значение
номин.
допус.
1. Давление масла в системе (на прогретом дизеле) при номинальной частоте вращения коленчатого вала
МПа
0,25 — 0,35
0,13
2.Рекомендуемая температура охлаждающей жидкости (тепловой режим)
°С
85-95
100
3.Натяжение ремней
Смотри п.3.1.4. Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководство по эксплуатации. Техническое обслуживание дизеля и его составных частей. Натяжка ремней привода стартера, компрессора, генератора, водяного насоса
4.Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле для впускных и вьпускных клапанов:
а) для впускных клапанов
мм
0,25+0,05-0,10
0,15-0,30
б) для выпускных клапанов
0,45+0,05-0,10
0,35-0,50
5. Момент затяжки основных резьбовых соединений:
— болтов коренных подшипников
Н.м
210-230
— гаек болтов шатунных подшипников
180-200
— болтов крепления головки цилиндров
210-230
— болтов крепления маховика
240-260
— болтов крепления противовеса
120-140
— болтов скоб и накладок крепления форсунок
20-25
— болтов штуцеров дренажного топливопровода форсунок
15-20
-болтов поворотных угольников топливопроводов низкого давления
25-40
— зажимных гаек топливопроводов высокого давления со стороны:
-форсунок
20-30
-рейла
40-70
— болта шкива коленчатого вала
270-300