Хромирование пластика в домашних условиях: технология и советы
Содержание:
- Особенности процесса хромирования
- Характеристики хромированных труб
- Хромирование деталей: поэтапная инструкция
- Суть гальванического хромирования металла
- Выполнение хромирования в домашних условиях
- Хромирование в домашних условиях
- Методика хромирования металла своими руками
- Покраска хромом
- Возможные дефекты и их причины
- Что нужно учесть
- Методы хромирования деталей
- 1 Что такое хромирование
- Рекомендации по уходу за хромированными кузовными элементами
Особенности процесса хромирования
Процесс хромирования имеет ряд отличительных особенностей:
- Электролиты, используемые при хромировании, имеют крайне низкую рассеивающую способность, в связи с чем, на углубленные поверхности изделий (отверстия, пазы, канавки) хром осаждается значительно медленнее.
- Концентрация тока на выступающих элементах изделий приводит к осаждению на них более толстого слоя хрома. Для уменьшения неравномерности распределения плотности тока на таких участках применяется алюминиевая или свинцовая фольга или проволока.
- В процессе хромирования необходимо точно соблюдать технологический режим – температуру электролита и плотность тока.
- Изделия из углеродистых сталей перед процессом хромирование подвергаются анодному декапированию в хромовом электролите в течении 3-5 минут.
- Начало процесса хромирования (примерно 1-2 минуты) необходимо проводить при вдвое повышенной плотности тока.
- На поверхность азотированной стали хром не осаждается. Перед хромированием необходимо удаление азотированного слоя.
- Изделия после полировки или предварительно никелированные изделия необходимо хромировать незамедлительно. В противном случае требуется обработка (глянцевание) поверхности окисью алюминия.
- Изделия из меди и латуни перед погружением в раствор электролита необходимо нагреть в горячей воде. Погружение в электролит осуществляется под током.
- Изделия после электрополировки предварительно протравливают в растворе соляной кислоты.
Как и другие типы покрытий хромирование требует предварительной подготовки поверхности. Кроме очевидной необходимости в очистке поверхности изделия от загрязнений, остатков смазки, шлака и т. д. деталь перед хромированием подвергается механической обработке для получения определенного класса чистоты поверхности. Блестящее хромирование требует класс чистоты не менее 5, для обычного хромирования достаточно 3-го класса, медные и латунные изделия должны иметь 4-й класс.
Подробнее с информацией по подготовке поверхности изделия к гальванической обработке, шероховатости поверхности и классам чистоты можно ознакомиться в статье.
Отдельные участки изделия, хромирование которых не требуется изолируют с помощью цапон лака (раствор целлулоида в ацетоне). Лак наносят кистью в несколько слоев, каждый слой перед нанесением последующего сушат. После нанесения покрытия слой изоляции удаляется механически.
Состав электролитов и режимы хромирования
|
Состав электролита и режим работы |
Электролит А |
Электролит В |
Электролит С |
|
Хромовый ангидрид, г/л |
150 |
250 |
350 |
|
Серная кислота, г/л |
1,5 |
2,5 |
3,5 |
|
Температура хромирования, С |
55-60 |
45-55 |
35-45 |
|
Катодная плотность тока, а/дм2 |
45-100 |
15-60 |
10-30 |
|
Напряжение, в |
12 |
12 |
12 |
|
Выход по току, % |
16-18 |
13-15 |
10-15 |
|
Рассеивающая способность |
Высокая |
Средняя |
Низкая |
Как видно из таблицы, электролит для хромирования представляет собой смесь из хромового ангидрида и серной кислоты. Содержание серной кислоты составляет примерно 1% от содержания ангидрида.
- Электролит А – электролит для твердого хромирования изделий простой формы. Истощение электролита происходит с высокой скоростью. Осадки имеют большую толщину с наростами на краях.
- Электролит В – электролит для широкого интервала блестящих покрытий, применяется для декоративного, твердого и пористого хромирования стали, никеля, меди и других металлов.
- Электролит С – электролит декоративного покрытия меди и никеля с низкой скоростью истощения.
Характеристики хромированных труб
Хромированные трубы имеют свой ГОСТ, сортамент и размерную таблицу по диаметру и длине. Форма – не только круглая, нередко используется хромированная труба квадратная или овальная. Внешний облик – матовые, блестящие, цветные трубы. Функционал – каркас или основа различных изделий (от пилона и барной стойки до разборных торговых витрин и медицинских кроватей). Хромированные изделия – не только трубы, но и всевозможные комплектующие к ним (фурнитура и фитинги). Основная классификация – по диаметру (внутреннее и внешнее сечение, разница определяет толщину и функционал хромированных изделий).

Хромированные трубы часто украшают автомобили и мотоциклы
Мебельные трубы с хромированной поверхностью выпускаются с диаметром на 10, 16, 25, 32, 40 и 50мм. Из них производят:
- вешалки;
- перила металлических и двухуровневых кроватей;
- ножки и каркас столов, стульев, банкеток, кресел и диванов;
- сидения для залов ожидания вокзалов и пр.
- крепления для стеклянных витрин и полок;
- дверные ручки;
- узловые опоры, держатели и кронштейны;
- уголки для мебели на основе фанеры, древесины и ДСП;
- фитинги и муфты для сочленения труб (не только хромированных).
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска — из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен — переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия — высокая температура раствора, низкий ток.
- Хромировка отваливается — нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях — это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде. В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла. Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.
Выделение анионов хрома в объеме электролита в процессе хромирования происходит неравномерно, поэтому гальванические ванны оснащают специальными устройствами, обеспечивающими постоянную подачу перемешанного электролита в зону катода (к поверхности металла хромируемой детали). Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты. Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Выполнение хромирования в домашних условиях
Чтобы нанести на детали специальное защитное покрытие, необходимо придерживаться нескольких правил. Так, можно обрабатывать только изделия из никеля, меди либо латуни.
- Детали, которые вы впоследствии будете хромировать, обязательно полируйте и обезжиривайте, используя ацетон.
- Когда поверхность высохнет, ее нужно активировать, окунув элемент в раствор соляной кислоты. Обработка длится в среднем 5–20 минут.
- Все детали аккуратно промывают в воде, а затем погружают в подготовленную пластиковую емкость.
- Чтобы элемент был полностью обработан, необходимо выполнить подвеску из медной проволоки, куда подается провод от выпрямителя с минусом, а свинцовый анод с плюсом располагают на медной штанге.
- Детали нужно вынуть из ванны через 20–40 минут, а затем опять промыть.
- После этого поверхность можно аккуратно отполировать, чтобы она получила красивый зеркальный блеск.
Для выполнения хромирования потребуется специальный электролит. Подготовить его несложно. Для этого в воде растворяют небольшое количество хромового ангидрида, а затем вливают тонкой струей серную кислоту. Перед обработкой первой детали следует завесить чистую пластинку из металла, а затем проработать электролит хотя бы полчаса. Когда оттенок раствора станет не ярко-красным, а бордовым, можно начинать хромировать детали. Также следует убедиться в том, что температура раствора достигает 45°C. При выборе силы тока учитывается площадь поверхности деталей.
Особенности самостоятельного хромирования
Многие люди считают, что хромировать детали самостоятельно могут только настоящие профессионалы. На самом деле выполнить такую работу несложно, если придерживаться простых рекомендаций.
Прежде всего, необходимо выбрать подходящее место. Оптимальным вариантом станет вентилируемая просторная подсобка
Также подойдет и большой балкон.
Особое внимание следует уделить использованию средств защиты. Речь идет о респираторе, защитных очках и перчатках
Помимо этого, потребуется фартук.
Перед началом работы нужно подготовить оборудование. В особенности это касается емкости. Ее функцию может выполнять пластмассовое ведерко или 3-литровая стеклянная банка
Если хромированию подлежат крупные детали сложной конфигурации, следует подобрать более вместительную емкость.
Поскольку хромирование предполагает сохранение высоких температур, важно позаботиться о наличии нагревательного элемента. Для этих целей потребуется ТЭН, а также термометр со шкалой до 100°C.
Для хромирования нужно подготовить зажимы и кронштейн, с помощью которого удастся закрепить детали.
Хромирование в домашних условиях
Химическая металлизация своими руками в домашних условиях. Гальваника в домашних условиях вещь вполне реальная, конечно, при соблюдении определённых требований. Из всех видов домашней гальваники хромировка является, пожалуй, самым сложным видом гальваностегии по двум причинам:
- Техническая сложность процесса.
- Крайняя опасность химических компонентов для здоровья.
Первая техническая сложность
 Сложность хромирования состоит в том, что предъявляются очень жёсткие требования к режиму функционирования гальванической ванны. Малейшие отклонения от требуемой плотности тока, температуры и концентрации электролита приводят к резкому изменению качества хромового покрытия, вплоть до брака.
Сложность хромирования состоит в том, что предъявляются очень жёсткие требования к режиму функционирования гальванической ванны. Малейшие отклонения от требуемой плотности тока, температуры и концентрации электролита приводят к резкому изменению качества хромового покрытия, вплоть до брака.
- При температуре электролита от 30−60 градусов поверхность готового изделия будет блестящей.
- Выше 60 градусов — хромовое покрытие будет иметь молочный оттенок.
- Ниже 30 градусов — поверхность матовая.
От концентрации состава электролита хром меняет цвет, а вместе с цветом меняются и прочностные характеристики. Цвет меняется от обычного светлого, до темно-голубого, агатового, синего и, наконец, до практически чёрного. По мере изменения цвета меняется и прочность хромового покрытия. Самый мягкий хром имеет обычный светлый цвет, для его получения требуется комнатная температура и сила тока порядка 5 А/кв.дм. Самое прочное хромовое покрытие соответствует хрому чёрного цвета. Но для получения чёрного хрома необходима сила тока 100 А/кв.дм, что в условиях домашнего производства сделать технически невозможно.
Вторая техническая сложность
 Вторая сложность состоит в том, что хром не может непосредственно соединяться со сталью, алюминием, чугуном или железом. Поэтому всегда перед хромированием проводят процесс никелирования. Часто с целью получения более качественного результата проводят несколько последовательных нанесений слоёв: никель, медь, снова никель и только в заключение наносят слой хрома.
Вторая сложность состоит в том, что хром не может непосредственно соединяться со сталью, алюминием, чугуном или железом. Поэтому всегда перед хромированием проводят процесс никелирования. Часто с целью получения более качественного результата проводят несколько последовательных нанесений слоёв: никель, медь, снова никель и только в заключение наносят слой хрома.
При этом нужно иметь в виду, что само по себе хромовое покрытие обладает достаточно противоречивыми характеристиками. С одной стороны, хром обладает высокой механической прочностью (намного выше, чем у никеля), химической инертностью и очень ярким блеском. Но одновременно с этим он очень хрупок и обладает пористой структурой. Поэтому подложка из никеля для слоя хрома является необходимой даже в том случае, если хромирование осуществляется на поверхность металла, с которым у хрома хорошая сцепка, например, медь или латунь.
Опасность для здоровья
Основной компонент электролита для хромирования — оксид хрома (CrO3) или, как его ещё называют, хромовый ангидрид. Так уж получилось, что хромовый ангидрид является сильнейшим ядом и одновременно одним из самых сильных канцерогенов. Смертельная доза для человека при приёме внутрь составляет приблизительно 4−6 грамм, в зависимости от веса индивида. При попадании на открытые участки кожи чистого оксида хрома или его растворов возникают химические ожоги, которые затем переходят в дерматиты и экземы, с последующим перерождением в рак кожи.
Понятно, что такое «прекрасное» химическое вещество невозможно просто взять и купить в магазине хим. реактивов. Оборот хромового ангидрида жёстко регулируется государством и продажа разрешена только юридическим лицам, имеющим лицензию на соответствующий род деятельности.
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Гальваническое хромирование применяется:
cached
Восстановление исходных размеров изношенных частей и деталей
donut_small
Увеличение отражательной способности зеркал, прожекторов и отражателей
all_out
Защитно-декоративная отделка деталей из металла, когда на матовое хромовое покрытие наносится на подслой меди и никеля
settings
Покрытие поверхностей деталей и пар трения, которые подвергаются регулярному механическому воздействию (поршневые кольца, подшипники, штампы) для улучшения их износостойкости
Покраска хромом
Сделать хромирование в домашних условиях можно несколькими способами — посредством оклеивания деталей либо элементов кузова пленкой, выполнив каталитическое, гальваническое либо химическое хромирование своими руками.
Оклейка авто пленкой хром — простое в реализации и не затратное решение. Его преимущества — обширный диапазон оттенков пленки (от золотого до перламутровых), возможность снятия износившегося покрытия. Пленка выполняет и защитную функцию, предотвращая появление на поверхности кузова царапин и потертостей.
Также хромирование своими руками в домашних условиях нередко выполняется посредством окрашивания каталитической хром-краской. Такие составы наносятся с помощью пульверизатора и сохнут при комнатной температуре, однако на выходе вы получаете лишь декоративный светоотражающий эффект (коэффициент отражения у качественных красок — до 95%), защитных свойств, характерных для покрытий полученных методом гальванизации, каталитическое хромирование своими руками не обеспечивает.
Хромирование деталей своими руками методом окрашивания состоит из следующих этапов:
Хромирование деталей является одним из бюджетных вариантов тюнинга
- Поверхность матируется мелкозернистой наждачной бумагой, удаляется пыль и деталь обезжиривается уайт-спиритом либо растворителем;
- Деталь вскрывается 2-3 слоями базовой грунтовки (применяется состав черного цвета), после высыхания грунта наносится один слой керамического лака. Сушка лака происходит в течении часа при температуре 60 градусов;
- После отвердевания лака деталь выдерживается 3 -е суток при 20 градусах и производится окрашивание хромом. Краска наносится пульверизатором с соплом 1.1-1.2 мм. в 4-5 тонких слоев, напылом (с расстояния в 30 см. при давлении подачи 2.5-3 мПа);
- Поверхность сохнет 24 часа при температуре 20 градусов (либо 1 час при 60 градусах), после чего вскрывается защитным лаком в 2 слоя. После высыхания лак полируется ветошью из микрофибры с применением полировочной пасты.
Красящие составы с хром-эффектом, помимо металлических поверхностей, позволяют выполнить хромирование пластиковых деталей в домашних условиях, также они пригодны для обработки стекла, пенопласта, дерева.
Возможные дефекты и их причины
На покрытии мелкие раковины
- Некачественная механическая обработка заготовки.
- В процессе реакции с поверхности не удаляется водород. В этом случае следует изменить способ «подвешивания» образца и методику просушки.
Отслоение хромировки
- Нестабильность питающего напряжения.
- Плохое обезжиривание.
- Во время слишком длительной обработки электролит остыл.
Если кому-то показалось, что хромирование, в общем-то, штука несложная, то придется несколько огорчить. Даже если речь идет о мелкой «вещице», то нюансов достаточно. Но особенно стоит предупредить о «подводных» камнях тех, кто думает поставить в домашних условиях это дело «на поток».
Что нужно учесть
Помещение
Если захочется произвести хромировку бампера, дисков колес, то балкона явно не хватит. Понадобится отдельное, просторное помещение.
Подготовительные мероприятия
Во-первых, чтобы качественно отполировать металл, нужно иметь определенные навыки.
Во-вторых, многие ли могут похвастать знанием химии, в частности, специфики процесса электролиза? Кто сможет правильно подобрать долевое соотношение всех ингредиентов? А ведь точность – залог качества.
В-третьих, где взять необходимые материалы? Кислоту еще купить можно, а как быть с ангидридом? Это вещество продается только юрлицам, а зайти купить его «просто так», как «зеленку» или батон хлеба – не получится. Следовательно, придется искать по знакомым. Хорошо, если такие найдутся. Кстати, и H2SO4 должна быть ЧИСТОЙ, а не той, что продается для АКБ.
В-четвертых, сможет ли «самодеятельный» мастер выдержать необходимый «токовый» режим во время приготовления раствора?
Если хотя бы один из пунктов подготовки не будет выполнен с надлежащей точностью, все остальное – «мартышкин» труд.
Оборудование
- В первую очередь – источник питания. Нетрудно подсчитать, что на емкость в 3 л понадобится ток 18 А. А сколько нужно будет для обработки, к примеру, колесного диска? Не менее 30. Ясно, что «зарядник» для АКБ не подходит – с ним получится хромировать только мелкие «детальки».
- Емкость. Вряд ли на 3, даже 5 л будет достаточно. Причем их понадобится несколько.
Технология
Главная трудность при хромировании – непостоянство концентрации всех ингредиентов. Как осуществлять контроль? Здесь нужна профессиональная подготовка.
Уважаемые Читатели! Информация более чем исчерпывающая. А заняться или нет самостоятельной хромировкой, решайте сами.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
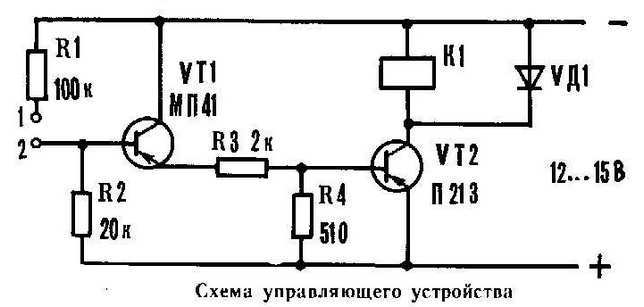
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
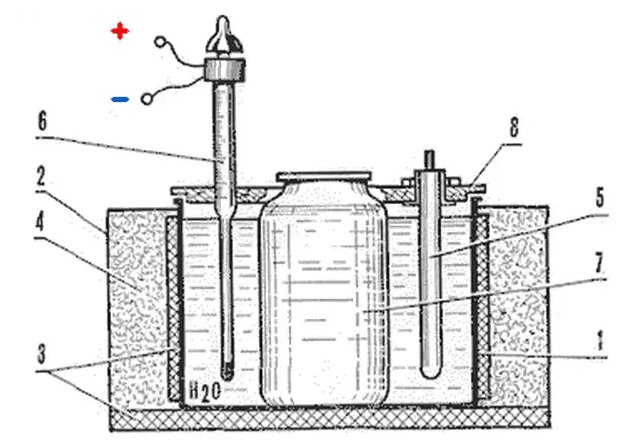
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
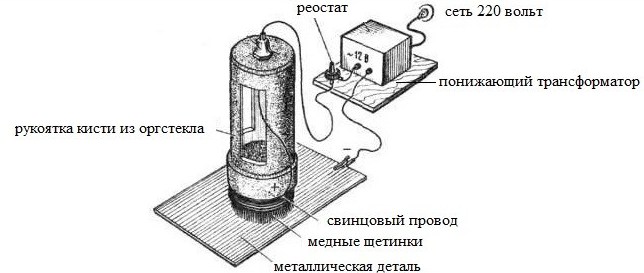
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Методы хромирования деталей
В наше время существует много разновидностей хромирования. Выделяют три основных вида процесса:
- Гальванический.
- Химический.
- Хромирование золочением – суть метода заключается в нанесении на поверхность тончайшего слоя золотого металла, который предотвращает появление коррозии и придает великолепный вид деталям. После обработки материал становится плотным и износостойким.

Гальванический метод хромирования
Гальванический способ
Суть этого метода заключается в необычном нанесении хрома – с помощью электрического тока. Вследствие такого воздействия, материал приобретает совершенно уникальные свойства: поверхность утолщается, повышается устойчивость к ржавчине, внешний вид становится более привлекательным. Во время работы металлическое вещество наносится в три слоя.
Химический способ
Метод заключается в химической реакции, происходящей между реагентами. Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды.
1 Что такое хромирование
Для того чтобы правильно и безопасно произвести процесс хромирования своими руками, следует учесть все особенности химических и физических превращений, которые проходят в гальванической ванне. Большинство реактивов, задействованных в хромировании, относятся к особо опасным для здоровья веществам, так что прежде чем начать экспериментировать с хромовыми покрытиями, внимательно изучите теоретическую сторону процесса. Далее постараемся детально рассмотреть химическую составляющую вопроса, меры безопасности и то, как сделать гальваническую ванну и электролит.
Хромирование — это физико-химический процесс, во время протекания которого на поверхности обрабатываемого изделия или детали оседает тонкий слой металлического хрома. Данный металл придает поверхности блестящий вид, благодаря чему хромированное изделие обретает очень красивый вид. Гальваника открывает широкие возможности для повышения декоративных, физических и химических свойств материалов.
Хром крайне устойчив к действию агрессивной среды, он не тускнеет и не темнеет под действием воды и воздуха, благодаря чему нашел широкое применение в оформлении деталей кузовов машин и деталей механизмов, работающих в трудных условиях.
 Оформление деталей кузова машины хромом
Оформление деталей кузова машины хромом
Толщина хромового покрытия очень небольшая: от 0.075 до 0.25 мм. В отличие от никеля, хром в большинстве случаев не накладывают непосредственно на металл. Для этого используют тонкий слой подложки, нанесенной гальваническим путем. Такой подслой состоит из меди или никеля и требует применения дополнительных технологических операций, усложняя и без того непростой процесс хромирования.
Еще одна сложность, которая может остановить домашнего умельца на пути выполнения поставленной задачи, покупка химических реактивов. Основной компонент хромирования — оксид хрома (CrO3), другое название — хромовый ангидрид. Неприятная особенность его использования заключается в том, что шестивалентный оксид хрома — сильнейший яд, смертельная доза которого для человека составляет около 6 г. Данное химическое соединение имеет ограниченный оборот, строго контролируемый государством. Отходы, возникающие после окончания хромирования, должны утилизироваться согласно с особым порядком, а не просто выливаться в канализацию, или того хуже — в почву. Хромовый ангидрид является канцерогеном, при попадании его раствора на кожу возникают очень сильные раздражения, вплоть до экзем и дерматитов, которые могут перерасти в рак кожи.
Рекомендации по уходу за хромированными кузовными элементами

Вне зависимости от вида покрытия, автомобиль следует мыть как можно чаще, не используя при этом воду под высоким давлением, потому что под таким напором частички грязи могут поцарапать поверхность. Но даже если вы регулярно моете машину, хромированные детали со временем все равно потеряют свой блеск, станут блеклыми и тусклыми. Чтобы избежать этого, а также защитить авто от внешних воздействий, надо отполировать хромированные поверхности. Уход за хромированными деталями автомобиля предполагает использование специальных полировочных смесей, в состав которых входят воск, масла и прочие компоненты.
Такая защита металла и пластика еще и сглаживает небольшие неровности покрытия. Отполировать хром поверхности можно при помощи пасты, аэрозоля, хороший результат дает жидкая полировка.
Состав не должен содержать ацетон, различные соли и прочие агрессивные компоненты. Пользуйтесь мягкой губкой или флисовой тканью. Хромированные диски колес регулярно вытирайте насухо. Для колесных дисков хорошая защита – нанесение слоя прозрачного лака.