Всё о хромировании и его применении в домашних условиях
Содержание:
- Технология хромирования
- Методика хромирования металла своими руками
- Суть процесса
- Гальваническое хромирование детали своими руками
- Виды хромирования
- Приготовление и корректировка электролита
- Хромирование деталей: поэтапная инструкция
- Для чего нужен хромовый слой
- Металлы, пригодные для хромирования
- Зачем нужно хромирование
- Технологии хромирования
- Возможные дефекты и их причины
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.

При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.

Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Гальваническое хромирование применяется:
cached
Восстановление исходных размеров изношенных частей и деталей
donut_small
Увеличение отражательной способности зеркал, прожекторов и отражателей
all_out
Защитно-декоративная отделка деталей из металла, когда на матовое хромовое покрытие наносится на подслой меди и никеля
settings
Покрытие поверхностей деталей и пар трения, которые подвергаются регулярному механическому воздействию (поршневые кольца, подшипники, штампы) для улучшения их износостойкости
Суть процесса
Хромирование — технологический процесс металлизации изделий хромом. Благодаря ему улучшаются технические характеристики материала, укрепляются поверхностные слои.
Главные достоинства процедуры:
- Основание восстанавливается, становится более прочным. Повышается показатель износоустойчивости.
- Закрываются трещины, не превышающие по толщине 1 мм.
- Грязь, пыль хуже липнут к хромированной поверхности.
- Улучшаются декоративные качества обработанных деталей.
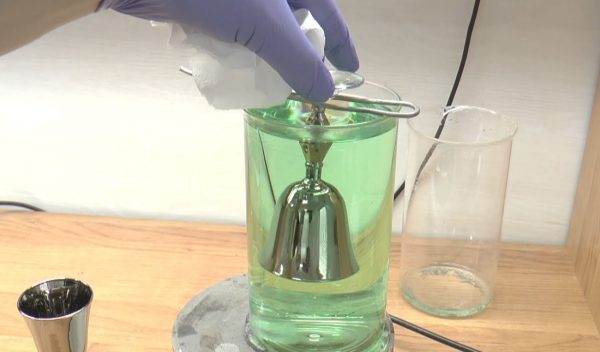
Изделие погружается в ванную с хромовой кислотой, через которую пропускается напряжение. Обрабатываемая заготовка выполняет роль катода. Пассивными анодами являются стенки емкости, дополнительные пластины, которые изготавливаются из сплава сурьмы с оловом.
Хромированный диск (Фото: Instagram / funchrome)
Гальваническое хромирование детали своими руками
Хромирование металла в домашних условиях методом гальванизации, в отличие от имитирующих хром технологий, вместе с декоративным эффектом дает защитное покрытие. Таким образом рационально хромировать детали, эксплуатирующиеся в жестких условиях — диски, бамперы.
Промышленная установка для хромирования своими руками (химическим способом) стоит порядка 150-200 тысяч рублей, тогда как гальваническое хромирование в домашних условиях, выполняемое с применением подручных средств, не сопровождается существенными материальными затратами.
Для хромирования в домашних условиях нужно:
- Пластмассовая либо полипропиленовая ванна;
- Калорифер, посредством которого нагревается состав электролита (требуется устройство с кислотостойким покрытием, приобрести которое можно в специализированных магазинах);
- Химический термометр, работающий в диапазоне температур 0-100 градусов;
- Источник постоянного тока (выпрямитель), поддерживающий силу тока до 60 А и напряжение в 13 В;
- Медный прут, проволока для подвески.
Оборудование для хромирования своими руками обойдется вам в 400-500 долларов, большая часть из которых уйдет на покупку выпрямителя.
Размер емкости под электролит выбирается исходя из размеров обрабатываемой детали: хромирование дисков в домашних условиях выполняется в ваннах объемом 150-200 л., мелкие детали — накладки на панель приборов, дверные ручки можно покрывать в пластиковом ведре.
Также вам потребуются реагенты для хромирования своими руками:
- Вода с низким содержанием соли (рекомендуем использовать техническую дистиллированную воду);
- Раствор хромового ангидрида (концентрация 230-240 г/литр);
- Раствор серной кислоты (концентрация 2.3-2.4 г/л);
- Соляная кислота;
- Растворитель (чистый ацетон либо № 646);
- Листовой свинец.
Гальваническое хромирование в домашних условиях
Чтобы сделать хромирование своими руками первоначально нужно приготовить электролит — на один литр дистиллированной воды добавляется 400 грамм хромового ангидрида и 4 грамма серной кислоты. Сначала в ванну выливается вода, далее в ней разбавляется ангидрид и подмешивается серная кислота (добавляется тонкой струей). Смесь готовится в объеме, достаточном для полного перекрытия размещенной в ванне детали.
Хромирование выполняется в следующей последовательности:
-
- Обрабатываемая деталь полируется с целью устранения царапин и потертостей (после хромирования на поверхности видны даже малейшие дефекты), очищается и обезжиривается ацетоном;
- Деталь выдерживается в растворе дистиллированной воды и соляной кислоты (10:1) в течении 10-15 минут, происходит процесс ее «активации»;
- После выдержки деталь изымается, промывается в дистиллированной воде и с помощью подвески из проволоки либо крюка опускается в емкость с предварительно нагретым до температуры 45 градусов электролитом;
- К подвеске, удерживающую деталь, подключается провод «-» выпрямителя. В ванну опускается листовой свинец, закрепленный на медном прутке. К прутку подключается повод «+»;
- Подается напряжение от выпрямителя и деталь выдерживается в электролите в течении 30-40 минут при постоянной температуре 45 градусов.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
После извлечения хромированный элемент промывается дистиллированной водой, высохшая поверхность полируется до появления стойкого блеска.
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:2а — приграничная диффузия;2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.

Результат хромирования детали
К группе 2 относятся:
2а:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
2б:
диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Приготовление и корректировка электролита
Для приготовления электролита используется дистиллированная вода. Состав готовится непосредственно в ванне хромирования – рассчитанное количество хромового ангидрида растворяют, после чего производится замер количества серной кислоты, попавшей в раствор (хромовый ангидрид имеет незначительные примеси серной кислоты). По результатам анализа в раствор добавляют недостающее количество серной кислоты, раствор тщательно перемешивают. Перед тем как приступить к процессу хромирования электролит проходит проработку током при использовании свинцовых анодов и стальных катодов. Температура процесса подготовки 45-60С, плотность тока такая же, как при хромировании. Подготовка проводится с целью накопления в гальванической ванне 2-3% трехвалентного хрома, что требует от 2-х до 6-ти часов. Содержание трехвалентного хрома не должно превышать указанной величины, так как в обратном случае качество покрытия снижается. Анализ состава электролита проводят обычно не реже одного раза в неделю. При необходимости производится его корректировка. Содержание хромового ангидрида в электролите проверяется каждую смену. Замер удельного веса электролита производят с помощью ареометра, затем, по специальной таблице определяют содержание ангидрида.
Рассмотрим подробнее виды покрытия хромом.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска — из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен — переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия — высокая температура раствора, низкий ток.
- Хромировка отваливается — нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях — это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.

Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.

Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).
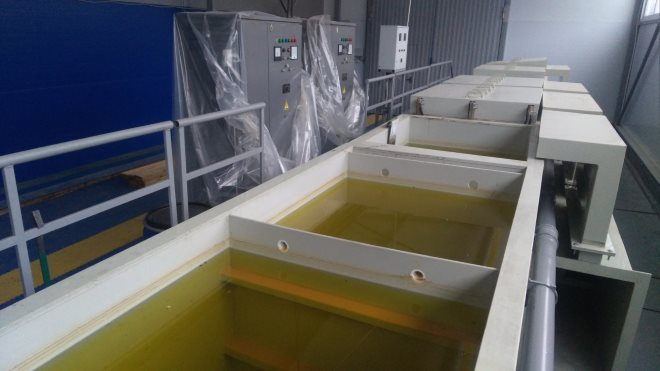
Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
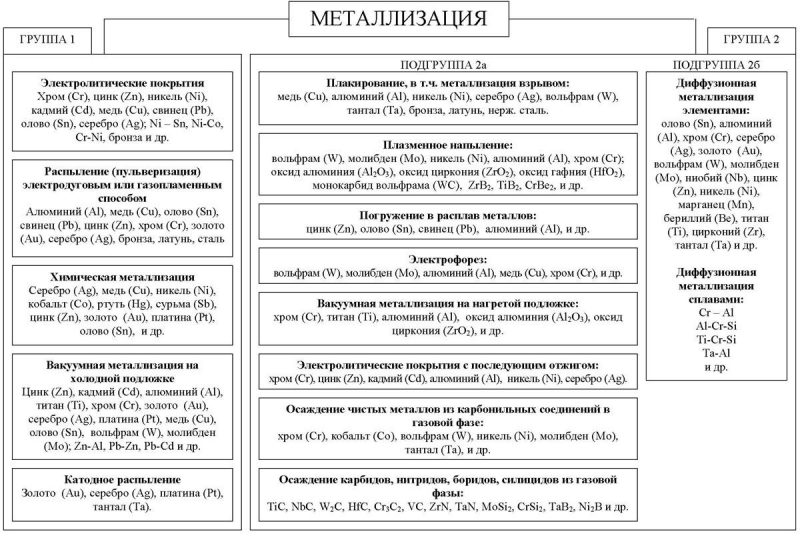
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Металлы, пригодные для хромирования
На многие сплавы, используемые в современной промышленности, можно наносить слой хрома, который в разы увеличивает их долговечность и повышает эксплуатационные качества:
- сталь. Самый распространенный и востребованный металл, обработка которого осуществляется из практических целей;
- алюминий. Процесс нанесения защитного слоя в данном случае довольно сложен и используется, как правило, для декорации предметов или их деталей;
- медь. Хороший подслой, позволяющий повысить износостойкость и снизить стоимость обработки;
- латунь. Как предыдущий вариант обычно применяется в качестве подслоя.
Отдельного внимания заслуживает хромирование уже оцинкованных деталей. На поверхности таких изделий появляется радужный оттенок, а сам металл приобретает высокую устойчивость к окислению.
Зачем нужно хромирование
Чаще всего к хромированию прибегают автолюбители. Однако им интересуются и в целях украшения домашнего интерьера. Декоративное хромирование представляет собой прибыльный бизнес. Автолюбители наносят покрытие из хрома на металлические детали корпуса транспортного средства и достигают таким образом оригинального дизайна. При помощи химической металлизации достигаются и другие цели: напыление металла на деревянные составляющие авторской мебели, создание оформления под металл пластиковых деталей, изготовление оригинальных сувениров из бытовых предметов и т.д.

Хромирование влияет не только на внешний вид поверхности. Оно также улучшает эксплуатационные свойства. Функции хромирования перечислены ниже.
- Защитная функция. Слой из хрома обладает хорошей устойчивостью к резким перепадам температуры и улучшает физико-химические свойства покрываемой поверхности. Этот слой защищает поверхность от окисления, добавляя деталям автомобиля и бытовым предметам прочности.
- Декоративная функция. В результате хромирования получается красивый и оригинальный внешний вид автомобиля (или сувенирного изделия). Детали домашнего интерьера (ручки дверей и потолочные карнизы) также выглядят гораздо более эстетично после хромирования.
- Восстанавливающая функция. Хромирование позволяет продлить срок службы покрываемой поверхности (например, валов и втулок в случае, если глубина износа менее 1 миллиметра). Срок эксплуатации благодаря этому также увеличивается.
- Повышение износоустойчивости. Двигатель внутреннего сгорания после хромирования становится более устойчивым к износу, как и различные мелкие детали (штампы, матрицы, мерильные инструменты).
- Улучшение отражательных свойств. Хромирование отражателей зеркал и других элементов повысит различимость транспортного средства в тёмное время суток, а декоративным элементам позволит отсвечивать, отражая солнечные лучи и свет лампы.
Технологии хромирования
В зависимости от способа нанесения хрома различают порядка 10 технологий хромирования, а основными технологиями являются гальванизация, химическое нанесение, вакуумное нанесение и другие. Ниже эти технологии будут рассмотрены более подробно.
Электролитическая гальваника
Гальваническое хромирование — простая технология, которая подходит для домашней обработки деталей. Обычно она используется для обработки металлических деталей небольшой формы, однако при необходимости ее можно адаптировать для обработки больших изделий и пластика. Гальваника работает за счет такого явления, которое физики называют электролизом. Электролитическая гальваника выполняется по такой схеме:
- В электрически нейтральную ванночку помещается жидкость, называемую электролитом. В качестве электролита для хромирования используются вещества, содержащие хром. Это хромовая кислота, ангидрид и другие. В состав электролита могут входить вспомогательные вещества — скажем, серная кислота, едкий натр или сернокислый стронций.
- К ванночке подключается источник постоянного тока (генераторы с переменным током не подходят из технических соображений). Анод имеет вид пластинки (обычно из свинца или хромсодержащего сплава), а опускается он в ванночку с электролитом. К катоду прикрепляется обрабатываемая деталь, которая тоже опускается в электролит.
- После подготовки оборудования и детали электрическая цепь замыкается. Это приводит к тому, что электрический ток переходит от анода к катоду через электролитический раствор. Это приводит к ряду химических реакций, что приводит к высвобождению свободного хрома, который за счет прохождения тока переходит на поверхность обрабатываемой детали. В результате формируется тонкое покрытие, что нам и требовалось.
Химическое хромирование
Для нанесения тонкого защитного слоя может также применяться химическое хромирование. Эта технология не подразумевает использование электрического тока для перехода хромовых ионов — вместо этого защитный слой создается за счет ряда химических превращений. Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
- Рабочий очищает деталь от грязи и пыли, а также выполняет ее обезжиривание. После этого он готовит смесь для омеднения на основе сернокислой меди и концентрированной серной кислоты. При необходимости раствор нагревают до температуры 15-20 градусов (если в помещении низкая температура). Потом деталь помещается в раствор на 5-10 секунд — потом ее достают и промывают.
- Рабочий высушивает деталь и готовит бета-версию раствора (без гипофосфита натрия). Рецептов таких растворов существует много, однако чего всего его готовят на основе фтористого хромила, лимонной и уксусной кислот. Такой раствор нагревают до температуры 80-90 градусов, потом всыпается гипофосфит натрия — в результате получается альфа-версия раствора, который нужен для обработки.
- Запчасть помещается в приготовленный раствор на большое время — порядка 5-7 часов. Во время нанесения дополнительного слоя необходимо поддерживать постоянную температуру раствора (всю процедуру можно делать на электроплитке). По завершении процедуры деталь нужно достать, помыть в слабом растворе соды и высушить — после этого она готова к применению.
Вакуумное хромирование
Вакуумная технология позволяет получить тонкий однородный слой металла на поверхности любого вещества. Она является самой сложной с технологической точки зрения, поэтому выполнить вакуумное хромирование в домашних условиях сложно. Технология не подразумевает проведение сложных химических операций или использование электрического тока, что делает ее более безопасной и универсальной. Для проведения процедуры понадобится специальное оборудование, которое стоит достаточно дорого (вакуумные камеры, насосы, распылители).
Основные этапы нанесения покрытия вакуумным методом:
- Металлическая основа (в нашем случае хром) помещается в специальную камеру, из которой откачивается воздух для создания вакуума. После этого выполняется нагрев металла до состояния пара.
- Обрабатываемая деталь проходит предварительную обработку и очистку. Потом она помещается в отдельную камеру вакуумной установки (но не в тот же отсек, где находится нагретый до состояния пара хром).
- В конце выполняется распыление газообразного хрома по всей поверхности обрабатываемой детали. Хромовые частички остывают и становятся твердыми, что приводит к формированию тонкого покрытия.

Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств. Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл
Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса
Republished by Blog Post Promoter