Кривошипно-шатунный механизм двигателя внутреннего сгорания: устройство, назначение, как работает
Содержание:
- Стержень шатуна
- Каким способом крепятся шатуны
- Виды и классификация шатунов [ править | править код ]
- Способы ремонта шатунов
- Отверстие — нижняя головка — шатун
- Примечания[править | править код]
- Условия работы и требования к шатуну [ править | править код ]
- Как работает шатун
- Конструкции шатунов
- Строение шатуна
- Стандарты и размеры
- Зачем снимать шатуны с велосипеда
- Как работает?
- Устройство шатуна [ править | править код ]
- Поршень
Стержень шатуна
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей. Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку.
Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня. Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
Каким способом крепятся шатуны
Разберёмся, какими способами крепят рычаги к оси каретки.
- Клиновидным штифтом. В современных моделях такое крепление практически не встречается, используется только для детских байков.
- Квадратным торцом вала. Наиболее распространённое крепление. В этом способе на скошенных плоскостях квадратного сечения клином зафиксированы оба рычага. Подтянуть рычаг на клине можно с помощью винта или гайки. Для удобства в соединительных местах предусмотрены пыльники из пластмассы.
- Шестигранным торцом вала. Похожий принцип с предыдущим способом.
- Шлицевым соединением. В вале каретки делается сквозное отверстие по оси с преувеличенным диаметром, торцы вала имеют круглую форму. Шатуны крепятся крупным пустотелым болтом под шестигранник, снаружи предусмотрен пыльник.
- С использованием интегрированной оси. Ось каретки и один шатун составляют единую деталь. Второй крепится любым из перечисленных выше способов.
Виды и классификация шатунов [ править | править код ]
Шатуны различают по форме сечения стержня шатуна:
- двутавровые I-образные и H-образные (в зависимости от соотношению длин полок и перемычки двутавра);
- прямоугольные;
- круглые;
- трубчатые;
- ромбические.
Круглые обычны в судовых двигателях, по сверлению внутри подаётся смазка или охлаждение; ромбические — в гоночных моторах с большой частотой вращения, где важно улучшение аэродинамики. Простые шатуны тихоходных механизмов имеют сечение прямоугольной формы
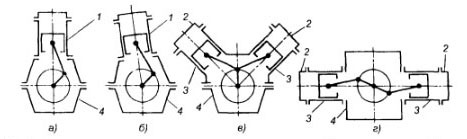
По форме кривошипной головки шатуны бывают:
Вторые характерны для звездообразных и V-образных двигателей, вильчатые применяются в некоторых V- и W-образных двигателях. Ввиду более высоких газовых сил, при равном диаметре цилиндра необходимое сечение дизельного шатуна оказывается больше, поэтому дизельные шатуны тяжелее. Шатун испытывает сложное знакопеременное нагружение и рассчитывается отдельно по каждому своему элементу .
По виду подшипников в головках шатуна:
- скольжения (втулки, вкладыши);
- качения (шариковые, роликовые, игольчатые);
- с неподвижным пальцем (шарнир в бобышках поршня).
В нижней головки шатуна чаще всего установлен подшипник скольжения, имеющий сменный вкладыш с антифрикционным сплавом из свинцовистой бронзы (в дизелях, работающих на грязном по сере топливе), алюминиево-оловянным сплавом (чаще всего) или даже серебром (звездообразные быстроходные). Верхняя головка шатуна традиционно имеет бронзовую втулку, чаще всего со сверлением для подачи масла от подшипника нижней головки. Однако в двигателях с фиксацией поршневого пальца в шатуне (ранние модели ВАЗ) верхний шатунный подшипник отсутствует — нет ни втулки, ни роликов. Смотря по форсировке двигателя, шатуны могут иметь отверстие в кривошипной головке для подачи масла на гильзу цилиндра .
Некоторые конструкции имеют подшипники качения в нижней и даже верхней головке шатуна, в этих случаях внутренняя поверхность шатуна закаливается. Такой шатун не имеет вкладышей и ремонтных размеров, при износе меняют обойму с роликами, по результатам обмеров — шатун и/или коленчатый вал. Применение — быстроходные двигатели с воздушным охлаждением, двигатели с кривошипно-камерной продувкой — то есть те, в которых труднее обеспечить достаточное количество масла под давлением. Но наибольшее распространение имеют обычные со втулками и плавающим пальцем .
По виду разъема крышки шатуна:
- разъёмы прямые;
- косые (разъём под углом, для увеличения допустимого диаметра шейки).
- разламываемые (разрывные) шатуны — головку получают раскалыванием после глубокого охлаждения. Этим достигается максимальная точность при минимальной себестоимости;
Половинки нижней головки шатуна должны точно, без сдвига прилегать друг другу. Соединение головок — болтовое. В ранних конструкциях шатунные гайки фиксировались отгибными шайбами или проволокой.
По способу центрирования крышки:
- по шатунным болтам;
- по штифтам;
- зубцам ;
- шипам с последующей мехобработкой отверстия
- по невзаимозаменяемому хрупкому разрыву.
Способы ремонта шатунов
Диаметр отверстия нижней головки после проворачивания вкладышей увеличивается и должен быть восстановлен до номинального предусмотренного заводом размера. Для этото сначала проводят «занижение» крышки шатуна на небольшую величину, измеряемую в микронах — около 0,05-0,1 мм. Если отверсти разбито несильно, крышку шлифуют, если сильно — фрезеруют. Естественно, после занижения отверстие теряет форму, и его необходимо расточить. Помимо возвращения формы расточка способствует восстановлению заводского размера отверстия. Для этой операции используется специальный расточный станок для шатунов, но если его нет, квалифицированный токарь может сделать то же самое с помощью специальной оснастки на универсальном станке (токарно-фрезеровочном). После расточки стенки отверстия доводятся до идеального состояния хонингованием (такую же обработку проходят стенки цилиндров при капремонте блока). Современные двигатели, как правило, относятся к категории высокофорсированных, так как в современном автомобилестроении заметна тендеция повышения отдачи без увеличения рабочего объема. Для этого применяются различные агрегаты, позволяющие повысить степень сжатия при сохранении объема, к примеру, турбонагнетатели. Естественно, при форсировке нагрузка на все без исключения детали, в том числе и на шатуны, существенно увеличивается. Соответственно, при малейшем нарушении работы системы смазки могут иметь необратимые последствия для шатунов. При большом перегреве и серьезных нагрузках в структуре металла, из которого сделаны шатуны, происходят такие изменения, что ремонт шатунов может оказаться невозможным или слишком дорогим, и проще заменить их новыми деталями.
Отверстие — нижняя головка — шатун
При сборке шатунно-поршневой группы следует проверять специальным приспособлением ( рис. 65) перпендикулярность оси отверстия нижней головки шатуна к образующей поршня.
|
Стенд для сборки поршней бы ПруЖИН, СТЗВЯТ ПРУЖИНЫ. |
Поршень в сборе с шатуном без поршневых колец проверяют на перпендикулярность образующей цилиндрической поверхности поршня к оси отверстия нижней головки шатуна. После проверки устанавливают стопорные кольца поршневых пальцев и надевают поршневые кольца. Поршни в сборе с шатунами окончательно проверяют по массе.
|
Подбор поршневых колец. |
Поршень в сборе с шатуном без поршневых колец проверяют на перпендикулярность образующей цилиндрической поверхности поршня к оси отверстия нижней головки шатуна. После проверки устанавливают стопорные кольца поршневых пальцев в канавки бобышек и надевают поршневые кольца.
|
Приспособление для проверки шатуна на скрученность и изгиб. а — установка индикаторов. б — установка разжимной оправки. — проверка шатуна на изгиб. г — проверка шатуна на скрученность. / — оправка. 2 и 5 — индикаторы. 3 — плита. 4 — упор. 6 — — разжимная оправка. 7 — призма. 8 и 10 — конусы оправки. 9 — разжимная втулка оправки. |
Шатуны большинства автотракторных двигателей изготавливают из сталей 40Г, 45, 45Г2, 40Х и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна; отверстия под втулку и самой втулки верхней головки шатуна; износ и смятие плоскостей разъема и торцевых плоскостей под болты в нижней головке шатуна.
По схеме размерных цепей кривошипно-шатунного механизма двигателя ( рис. 13, а, б) можно проверить, достаточен ли для нормальной работы узла зазор К между торцами верхней головки шатуна и бобышек поршня ( в двух положениях механизма) при установленных допусках и возможных неточностях шатунной шейки ( конусность, непараллельность ее оси главной оси коленчатого вала) и отверстия нижней головки шатуна.
Последние фре зеруют или шлифуют, используя специальные приспособления. При наличии гальванического участка целесообразно отверстие нижней головки шатуна ремонтировать осталиванием. После осталивания отверстие восстанавливают до номинального размера. Этот способ ремонта позволяет сохранить жесткость детали и межцентровое расстояние между отверстиями верхней и нижней головок шатуна.
Однако надлежит заметить, что в капитальный ремонт поступают иногда шатуны, имеющие повреждения только плоскостей разъемов крышки. В этом случае для получения номинального размера диаметра отверстия нижней головки шатуна приходится снимать значительный слой металла с торцов плоскостей разъема нижней головки, что осуществить шлифовкой было бы затруднительно. В таких случаях целесообразно шлифовку плоскости разъема нижней головки заменить фрезерованием.
|
Приспособление для проверки герметичности уплотнения гильзы в цилиндре.| Приспособление для установки гильз. |
Соединение шатуна с алюминиевым поршнем выполняют с обязательным подогревом поршня в масле до температуры 60 — 70 С. При сборке шатунно-поршневой группы с помощью специального приспособления проверяют перпендикулярность оси отверстия нижней головки шатуна к образующей поршня ( рис. 179), а также равномерность торцового зазора между бобышками поршня и верхней головкой шатуна.
Под давлением смазываются коренные и шатунные подшипники коленчатого вала, подшипники распределительного вала, приводные шестерни и стержни толкателей. Тарелки толкателей и кулачки распределительного вала смазываются струей масла, подаваемой из отверстий нижних головок шатунов.
|
Приспособление для обжима колец при установке поршня в цилиндр. |
Чем больше зазор, тем сильнее инерционный удар, и кольцо от такой вибрации может вообще сломаться. После установки колец в канавки поршней смажьте их маслом для двигателя, вставьте болты в отверстия нижней головки шатуна, установите коленчатый вал по метке ( когда поршни 1-го и 4-го цилиндров должны быть в ВМТ) и поочередно введите во 2 — й и 3 — й цилиндры поршни с кольцами и шатунами в сборе согласно ранее нанесенным меткам.
Примечания[править | править код]
- Administrator. . azbukadvs.ru. Дата обращения: 20 февраля 2018.
- . www.ngpedia.ru. Дата обращения: 20 февраля 2018.
- . www.stroitelstvo-new.ru. Дата обращения: 20 февраля 2018.
- . sinref.ru. Дата обращения: 20 февраля 2018.
- ↑ . k-a-t.ru. Дата обращения: 22 июня 2019.
- Administrator. . vdvizhke.ru. Дата обращения: 20 февраля 2018.
- . autoruk.ru. Дата обращения: 20 февраля 2018.
- . www.ngpedia.ru. Дата обращения: 22 июня 2019.
- . seaspirit.ru. Дата обращения: 22 июня 2019.
- . vazik.ru. Дата обращения: 20 февраля 2018.
- (англ.). www.patriot4x4.ru. Дата обращения: 20 февраля 2018. (недоступная ссылка)
Условия работы и требования к шатуну [ править | править код ]
Шатун в современных быстроходных двигателях миллиарды раз воспринимает переменные напряжения (это число зависит от быстроходности и ресурса ДВС). К нему предъявляются требования:
- достаточная усталостная прочность во избежание разрушения;
- жёсткость для исключения потери устойчивости стержня при сжатии (учитывая возможные разовые перегрузки при авариях);
- минимальная масса, для снижения динамических нагрузок на шейки коленвала и уменьшения массы противовесов, а также и маховика;
- технологичность и простота конструкции, определяемые также возможностями станочной обработки;
- минимальные издержки на материал, обеспечивающие однако 90% прокаливаемость сечения (либо отказ от закалки, если это невозможно на крупногабаритных двигателях) .
Как работает шатун
Передает энергию движения шатуну в двигателе внутреннего сгорания энергия взрыва горюче-воздушной смеси в рабочей камере сгорания цилиндра. После того, как топливно-воздушная смесь воспламенилась, происходит толчок поршня от его верхней мертвой точки вниз до нижней мертвой точки поршня (в мертвых точках скорость движения равна 0). Так как поршень плотно соединен с верхней головкой шатуна поршневым пальцем, поршень толкает шатун вниз. Нижняя головка шатуна плотно закреплена на шатунной шейки коленчатого вала. Шатун при движении вниз проворачивается вокруг оси коленвала ДВС на 360 градусов и начинает обратное движение вверх. Это один цикл работы цилиндро-поршневой группы кривошипно-шатунного механизма.
Конструкции шатунов
Шатуны различают по форме сечения стержня шатуна: двутавровые (применяются чаще всего), круглые, ромбические
Вторые обычны в судовых двигателях, по сверлению внутри подаётся смазка или охлаждение; третьи — в гоночных моторах с большой частотой вращения, где важно улучшение аэродинамики. Простые шатуны тихоходных механизмов имеют сечение прямоугольной формы.
По форме кривошипной головки шатуны бывают простые, прицепные и вильчатые (вторые характерны для звездообразных и V-образных двигателей, вильчатые применяются в некоторых V- и W-образных двигателях). Ввиду более высоких газовых сил, при равном диаметре цилиндра необходимое сечение дизельного шатуна оказывается больше, поэтому дизельные шатуны тяжелее. Шатун испытывает сложное знакопеременное нагружение и рассчитывается отдельно по каждому своему элементу.
В нижней головки шатуна чаще всего установлен подшипник скольжения, имеющий сменный вкладыш с антифрикционным сплавом из свинцовистой бронзы (в дизелях, работающих на грязном по сере топливе), алюминиево-оловянным сплавом (чаще всего) или даже серебром (звездообразные быстроходные). Верхняя головка шатуна традиционно имеет бронзовую втулку, чаще всего со сверлением для подачи масла от подшипника нижней головки. Однако в двигателях с фиксацией поршневого пальца в шатуне (ранние модели ВАЗ) верхний шатунный подшипник отсутствует — нет ни втулки, ни роликов. Смотря по форсировке двигателя, шатуны могут иметь отверстие в кривошипной головке для подачи масла на гильзу цилиндра.
Некоторые конструкции имеют подшипники качения в нижней и даже верхней головке шатуна, в этих случаях внутренняя поверхность шатуна закаливается. Такой шатун не имеет вкладышей и ремонтных размеров, при износе меняют обойму с роликами, по результатам обмеров — шатун и/или коленчатый вал. Применение — быстроходные двигатели с воздушным охлаждением, двигатели с кривошипно-камерной продувкой — то есть те, в которых труднее обеспечить достаточное количество масла под давлением. Но наибольшее распространение имеют обычные со втулками и плавающим пальцем.
Разъёмные нижние головки шатунов могут быть прямыми, косыми (разъём под углом, для увеличения допустимого диаметра шейки). Соединение головок — болтовое, реже штифтами. В ранних конструкциях шатунные гайки контрились отгибными шайбами или проволокой. Половинки нижней головки шатуна должны точно, без сдвига прилегать друг другу, для чего применяют центрирование по шатунным болтам, зубцы или соединение шипом с последующей мехобработкой отверстия. В последние годы активно применяют разламываемые шатуны — у них разъёмную головку получают раскалыванием после глубокого охлаждения. Этим достигается максимальная точность при минимальной себестоимости. В случае применения вкладышей, последние удерживаются от проворота своими «усами», попадающими в паз головки. Крышки подшипников в любых моделях двигателей нельзя путать между собой.
На циклическую прочность шатуна влияет радиус перехода, угол заделки верхней головки шатуна, а также качество поверхности всей детали. Для создания сжимающих напряжений шатуны часто подвергают дробеструйной обработке (после объёмной закалки и отпуска), авиационные обычно полировали.
В качестве материала применяют обычно легированную (45Г2, 12ХН3А, 18ХНВА,…) или углеродистую сталь достаточной прокаливаемости: чем больше толщина сечения, тем более легированную сталь приходится применять. Для малоразмерных автомобильных двигателей обычным является применение селектированной по углероду закалённой стали; в тихоходных механизмах шатуны имеют большие сечения, и для увеличения 90% прокаливаемости возрастающее количество легирующих элементов недопустимо увеличивает их стоимость. Поэтому шатуны судовых ДВС изготавливают из нормализованной углеродистой стали типа Ст5 (Сталь 30, 35, 40).
Шатуны в одном двигателе подбирают по массе. Причём желательно подгонять отдельно массы верхней и нижней головки, используя для подпиливания приливы на крышке и верхней головке. Однако некоторые механики предпочитают более лёгкий путь — при ремонте взвесить новые шатуны и поршни, выстроить по весу одни по возрастанию, а вторые по убыванию, потом соединить. Так масса поршневого комплекта легко и просто получается почти одинаковой.
Строение шатуна
Шатун ДВС состоит из:
- верхней поршневой головки;
- силовой стержень;
- нижней кривошипной головки.
Верхняя головка шатуна изготавливается цельной. Это соединительный элемент с отверстием для поршневого пальца. Верхняя головка не разъемная.
Силовой стержень выполняется цельным, без соединительных частей.
Нижняя головка шатуна — это место соединения шатунной шейки коленвала ДВС. Нижняя головка разборная, соединяются шатунными болтами. Во время ремонта вместо шатунных болтов нельзя ставить обычные, так как шатунные выдерживают большую температуру и нагрузку. Испорченную резьбу на шатунных болтах не восстанавливают методом нарезки, на заводе резьбу создают методом накатки, а не нарезкой плашкой. Это означает, что при поврежденной резьбе шатунных болтов, их следует заменить, а не ремонтировать.
В нижнюю головку в посадочное место устанавливают тонкостенные вкладыши (подшипники скольжения). Подшипники для нижней головки шатуна не отличаются по конструкции от коренных вкладышей коленвала.
В некоторых шатунах имеются специальные отверстия для прохождения моторного масла к подшипнику скольжения.
Для подачи масла к верхней головке, в некоторых видах предусмотрено смазывающее отверстие. Силовой стержень дизельных двигателей более толще, массивнее.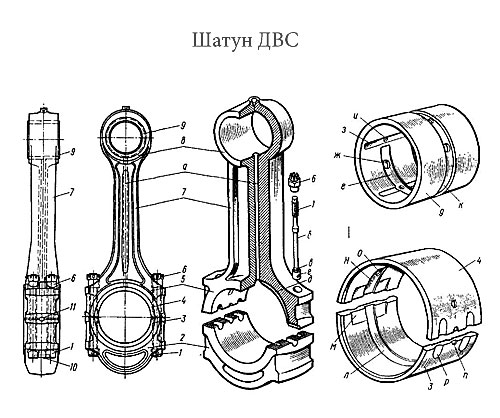
1 — шатунный болт; 2 — крышка; 3, 4 — нижний и верхний шатунные вкладыши; 5, 8 — нижняя и верхняя головки шатуна; 6 — корончатая гайка; 7 — стержень шатуна; 9 — втулка (гильза); 10, 11 — штифты; a — канал; б, в, г — стержень, конусный поясок и головка шатунного болта; д, е — дугообразные канавки; ж, и, о — радиальные отверстия; з, м — холодильники; к, л — кольцевые канавки; н — короткая канавка; п — выемка под штифт; р — лыска.
По конструкции строение шатунов классифицируют на:
- двутавровые;
- круглые;
- ромбические.
Двутавровые используются в автомобильных двигателях внутреннего сгорания.
Круглые шатуны применяются в двигателях для судов.
Ромбические шатуны назначаются для двигателей к высокоскоростным гоночным автомобилям.
Кривошипные головки классифицируются на:
- простые;
- прицепные;
- вильчатые.
Шатуны с простыми кривошипными головками устанавливают в простые ДВС.
Шатуны с прицепными кривошипными головками используются в звездообразных и V-образных двигателях.
Шатуны с вильчатыми кривошипными головками применяются в V-образных и W-образных моторах.
Стандарты и размеры
Одна из первых «систем» с планетарным механизмом переключения передач (2 скорости), из Encyclopædia Britannica 1911 года (Vol. 3, p. 916)
Посадочные диаметры звёзд
Посадочный диаметр звезды (англ. Bolt circle diameter (BCD)) — диаметр окружности на которой расположены болты, закрепляющие звезду (жарг. бонки
). Распространённые современные посадочные диаметры (BCD). Через дробь — значения для больших и малых звёзд
| Система — «четырёхлапка» | ||
| Стандарт BCD, мм | наименьшее число зубьевбольшой звезды | пример реализации |
| 104/64 | 30 | Shimano XTR M960 |
| 120/80 | 38 | SRAM 2×10 и 3×10 |
| Система — «пятилапка» | ||
| 130/74 | 38 | Truvativ Touro 3.0 |
| 110/74 (Compact) | 32 | Truvativ Touro 2.0 |
Стандарты крепления к валу каретки
Существуют разные стандарты крепления системы к валу каретки:
- соединение «на клиньях», ранее широко применявшееся на большинстве велосипедов
- соединение «под квадрат» нескольких разновидностей (JIS, ISO, JISLP)
- шлицевое соединение, также встречается в разных исполнениях (Shimano Octalink, ISIS и др.)
В некоторых случаях вал каретки и один из шатунов изготавливаются неразъёмными. Существуют так же системы, в которых оба шатуна образуют с валом единую деталь (встречаются, например, в BMX).
Длина шатунов
Длина шатуна должна быть пропорциональна длине ног велосипедиста. Чтобы два велосипедиста разного роста, в верхней точке амплитуды, поднимали ногу на один и тот же угол, у них должны быть установлены шатуны разной длины. Наибольшую популярность на рынке получили шатуны от 160 до 180 мм. Хотя оптимальное соотношение антропометрии спортсмена и длины шатуна подбирается опытным путём, ориентировочные рекомендации можно получить из справочников и калькуляторов, данные которых указаны в таблице:
| Длина ноги (по внутренней части), мм | Длина шатуна, мм |
| 700-720 | 160 |
| 720-760 | 165 |
| 760-800 | 168 |
| 800-840 | 170 |
| 840-870 | 172 |
| 870-910 | 175 |
| 910-945 | 177 |
| >945 | 180 |
Чейнлайн (расстояние до цепи)
Велосипедные рамы создаются под определённый чейнлайн (англ. — линия цепи)
. Чейнлайн — расстояние между диаметральной плоскостью велосипеда и центром набора звёзд системы (то есть до единственной звезды системы с одной звездой, или середины расстояния между звёздами «двойника», или средней звезды «тройника»). Чтобы соблюсти чейнлайн, необходимо подбирать к системе каретку с подходящей длиной вала. Обычно рекомендации по выбору каретки предоставляет производитель системы.
Крепление педалей
Почти все педали современных велосипедов крепятся к шатунам посредством резьбового соединения, причём правая педаль имеет правую резьбу, а левая — левую (для предотвращения самопроизвольного выкручивания). Ось педали с левой резьбой обязательно имеет маркировку в виде букв Л или L на торце. Наиболее часто встречающиеся размеры резьбы педалей:
- 9/16″ x 20 tpi — дюймовая резьба с шагом 20 витков на дюйм, применяется в большинстве современных велосипедов.
- 14 мм x 1,25 мм — метрический стандарт, применявшийся в СССР и некоторых европейских странах.
Что касается их взаимозаменяемости: поскольку размеры дюймовой резьбы, переведённые в метрическую систему, чуть больше, и составляют 14,288 мм х 1,27 мм, оси педалей с метрической резьбой, в общем, можно ввернуть в шатуны с дюймовой (но не наоборот). Но, так как мы имеем дело с сильно нагруженным узлом, эта кажущаяся совместимость на практике приведёт ко всё увеличивающемуся люфту и последующему разбиванию и срыву резьбы.
Зачем снимать шатуны с велосипеда
Иногда требуется снять шатуны велосипеда для того, чтобы получить доступ к обслуживанию каретки или прочистить грязь.
Сами шатуны могут ломаться. На первый взгляд это кажется невероятным развитием событий, но шатуны подвержены изгибам, повреждению шлица, шатуны могут ломаться в любой из точек или, что является наиболее частым недугом, получают повреждение резьбы для крепления педали.
Резьба в шатуне для педали – это отдельная печальная тема. Часто пользователь перетягивает эту резьбу или наоборот не всегда контролирует затяжку и подтягивает разболтавшееся крепление. Это приводит к повреждению резьбы. Можно было бы нарезать резьбу большего диаметра, но тогда в образовавшееся отверстие не встанут стандартные педали. Помимо этого, резьба может повредиться из-за того, что ремонтник начал вкручивать педаль под небольшим углом и срезал грани резьбы, или лучше сказать – самостоятельно угробил резьбу. Во всех этих случаях шатуны потребуется демонтировать и/ или заменить на новые. Можно попытаться отремонтировать шатуны.
Шатуны с велосипеда потребуется снять и в случае, если нужно поменять звезды (или одну из звезд). Ведь на современных шатунах звезда крепится не при помощи сварочного аппарата или расклёпа, а при помощи так называемых бонок. Звезда – это расходный материал, который выходит из строя и снашивается гораздо быстрее, чем сами шатуны.
Больше всего проблем возникает с алюминиевыми шатунами. Если качество их изготовления низкое, то они активно ломаются и снимаются с большим трудом. Всё дело в некачественном алюминии, используемом на дешевых изделиях.
Как работает?
Мы уже знаем, как выглядит шатун. Как он работает, узнаем далее. Главная задача элемента – взять на себя передачу тяговых усилий от поршней, движущихся поступательно к коленвалу. Таким образом, тяга превращается во вращательные движения. Процесс превращения очень быстрый.

Когда поршень находится в положении ВМТ или чуть ниже ее, то топливная смесь воспламеняется и поршень выталкивается вниз. Шатун, соединенный с поршнем, также будет двигаться вниз, заставляя коленчатый вал вращаться. Когда поршень двигателя достигнет нижней мертвой точки, за счет силы инерции коленчатый вал будет толкать шатун и поршень вверх. Данный процесс цикличный и повторяется многократно.
Устройство шатуна [ править | править код ]
В случае применения вкладышей, последние удерживаются от проворота своими «усами», попадающими в паз головки . Крышки подшипников в любых моделях двигателей нельзя путать между собой.
На циклическую прочность шатуна влияет радиус перехода, угол заделки верхней головки шатуна, а также качество поверхности всей детали. Для создания сжимающих напряжений шатуны часто подвергают дробеструйной обработке (после объёмной закалки и отпуска), авиационные обычно полировали.
В качестве материала применяют обычно легированную (40Г, 45Г2, 40ХН, 12ХН3А, 18ХНВА, 18Х2Н4А. ) или углеродистую сталь достаточной прокаливаемости : чем больше толщина сечения, тем более легированную сталь приходится применять. Для малоразмерных автомобильных двигателей обычным является применение селектированной по углероду закалённой стали; в тихоходных механизмах шатуны имеют большие сечения, и для увеличения 90 % прокаливаемости возрастающее количество легирующих элементов недопустимо увеличивает их стоимость. Поэтому шатуны судовых ДВС изготавливают из нормализованной углеродистой стали типа Ст5 (Сталь 30, 35, 40) . В автомобилях ВАЗ применяют сталь 40 селект. Хромоникелевые типа 12ХН3А применяют при необходимости цементации (получения высокой твёрдости) внутреннего диаметра головок, работающих с роликовыми подшипниками.
Алюминиевые шатуны встречаются в пусковых двигателях, что позволяет обходиться им без вставных вкладышей, штампованные титановые шатуны применяют на быстроходных гоночных моторах.
Шатуны в одном двигателе подбирают по массе. Причём желательно подгонять отдельно массы верхней и нижней головки, используя для подпиливания оставленные приливы на крышке и верхней головке . Однако некоторые механики предпочитают более лёгкий путь — при ремонте взвесить новые шатуны и поршни, выстроить по весу одни по возрастанию, а вторые по убыванию, потом соединить. Так масса поршневого комплекта легко и просто получается почти одинаковой .
Нижний подшипник шатуна в большинстве случаев разъёмный (может быть неразъёмным только при сборном коленвале), поэтому крышка соединяется с шатуном болтами (шпильками), реже штифтами. Шатунные болты изготовляют из качественных легированных сталей, подвергают закалке с отпуском, причём принимаются все меры по повышению усталостной прочности — плавный переход от резьбы, чистая обработка поверхности, поверхностное упрочнение. Это же относится и к шатунной гайке. Ввиду этого, шатунный болт не подлежит стандартизации, и всегда уникален.
Шатунные болты (шпильки) должны гарантировать нераскрытие стыка кривошипной головки, при этом болт испытывает переменное напряжение, зависящее от соотношения жёсткости болта и крышки. Чем меньше жёсткость болта (выше длина, меньше сечение), тем пульсации напряжений растяжения в нём ниже. Как только произойдёт раскрытие стыка, пульсация напряжений возрастает в несколько раз, и болты обрывает очень быстро .
Кривошипная (мотылёвая) головка имеет установленные вкладыши, фиксирующиеся от проворачивания «усами», вставленными в пазы головки. В случае подшипника из баббита (применяются высокопрочные оловянно-свинцовые баббиты типа Б83), между половинками шатуна устанавливают пакет металлических прокладок, и по мере износа баббита их снимают при обслуживании судового дизеля. Если же шатун имеет подшипники качения, то они могут быть насыпными (иглы), либо иметь обойму для роликов (современное решение). Обычные вкладаши изготовлены из сталеалюминиевой ленты (антифрикционный алюминиевый сплав, обычно содержит также олово), либо свинцовистой бронзы (имеет более высокое допустимое контактное давление) .
Верхняя головка шатуна в большинстве случаев имеет свёртную бронзовую втулку с отверстием для смазки. После запрессовки втулку разворачивают в размер пальца, обеспечивая нужную чистоту поверхности. Поскольку скорость вращения поршневого пальца невелика, долговечность узла во многих случаях обеспечивается при небольшом диаметре пальца и смазки разбрызгиванием.
Поршень
Поршень имеет вид цилиндра, изготовленного из сплавов алюминия. Основная функция этой детали заключается в превращении в механическую работу изменение давления газа, или наоборот, – нагнетание давления за счет возвратно-поступательного движения.
Поршень представляет собой сложенные воедино днище, головку и юбку, которые выполняют совершенно разные функции. Днище поршня плоской, вогнутой или выпуклой формы содержит в себе камеру сгорания. Головка имеет нарезанные канавки, где размещаются поршневые кольца (компрессионные и маслосъемные). Компрессионные кольца исключают прорыв газов в картер двигателя, а поршневые маслосъемные кольца способствуют удалению излишков масла на внутренних стенках цилиндра. В юбке расположены две бобышки, обеспечивающие размещение соединяющего поршень с шатуном поршневого пальца.