Пасты для притирки клапанов. какую выбрать?
Содержание:
- Проверка качества выполненной работы
- Для чего необходимо притирать клапана
- Что такое притирка и для чего она нужна
- Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
- Притирка клапанов
- Притирка клапанов своими руками: порядок действий
- Способы притирки
- Как проверить притирку клапанов
- Притирка с помощью ручной дрели
- Выпускные Клапана И Седла, Что Делать С Раковинами?
- Выбор пасты
- Как проводится притирка клапанов?
- Что необходимо для притирки
- Методы формирования геометрии сопряжения
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.

Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.

Нанесите на рабочую фаску клапана тонкий слой притирочной пасты

Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу

Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.
Для чего необходимо притирать клапана
Впускные клапана открывают доступ в камеру сгорания для топливно-воздушной смеси, а выпускные клапаны выводят отработавшие газы. Закрывая доступ в камеру сгорания, клапаны дают возможность создать давление внутри камеры сгорания, при отсутствии плотного сопряжения клапана с седлом, в двигателе пропадёт компрессия на такте сжатия, помешав двигателю завестись, но даже если двигатель и заведётся, то прорвавшиеся через щели газа помогут выпускному клапану прогореть в ближайшее время.
Отвод тепла от клапана
При сгорании топлива выделяется большое количество тепла, которое отводится от двигателя
Наиболее подвержены перегреву- клапана, поэтому очень важно отвести от них тепло. Через впускные клапана проходит холодный воздух, который их охлаждает и оберегает от перегрева
Через выпускные клапана проходят горячие газы от сгоревшего топлива, и при недостаточном отводе теплоты от них клапана подплавляются и прогарают. Максимальное количество теплоты от клапанов отводится через сёдла, и плохое сопряжение будет отрицательно сказываться на тепловом режиме. Чтобы избежать негативных последствий, необходимо обеспечить правильную геометрию клапана и седла.
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Информация для потребителя о недопущение операции притирки клапанов у головки блока цилиндров ЗЗА.
При установке головок блока цилиндров ООО «ЗЗА» на двигатели запрещается проливать бензином и притирать клапаны. Полная герметичность камеры сгорания достигается в процессе обкатки за счет ‘пристукивания’ клапанов в первые минуты работы двигателя.
Применяемые материал седел (жаростойкий порошковый материал с пористой структурой) и лезвийная обработка рабочей фаски с высокой точностью по диаметру, углу наклона и шероховатости позволяют исключить операцию притирки рабочей фаски клапанов.
В процессе обкатки происходит пристукивание клапанов к седлам и при этом резко возрастает герметичность камеры сгорания по сравнению с новой (необкатанной) головкой цилиндров.
Проведение притирки клапанов на новых головках цилиндров производства ООО «ЗЗА» с применением притирочных паст с неизвестной характеристикой не улучшает, а ухудшает ресурс соединения «втулка клапана–клапан–седло» по следующим причинам:
– возможное внедрение абразивного материала в пористую структуру седел и втулок ведет в процессе эксплуатации к интенсивному изнашиванию поверхностей клапана и седла;
– при попадании притирочной пасты на стержень клапана неизбежно ухудшается шероховатость поверхности стержня клапана и разрушается тонкий карбонитрированный слой, который используется для повышения твёрдости поверхности металла и снижения коэффициента трения с целью увеличения износостойкости;
– в маслоотражательных колпачках нарушается геометрия рабочей кромки, что требует 100% замены колпачков;
– после операции притирки требуется высокотемпературная промывка водой под давлением со специальным моющими присадками и последующей сушкой, что в условиях автосервиса обычно не применяется.
Притирка клапанов применяется в ремонтных технологиях для чугунных седел, имеющих высокую твердость (свыше 55 HRC), а для порошковых седел (твердостью 35-40 HRC) необходимо использовать специальный резец с базировкой по отверстию во втулке под стержень клапана.
Всем привет! Давайтека сегодня поговорим о таком холиварном вопросе, как притирание клапанов. Процедура на просторах Драйв 2, мягко говоря, популярная — я еще не видел ни одного описания капильного ремонта ДВС, в котором не упоминался бы этот «ритуал»! Причем поговорим мы скорее даже не о самом притирании, а о тех вещах, которые вызывают его необходимость.
Для начала давайте посмотрим, как устроен узел клапан-седло в геометрическом плане:
Видим кучу фасок (причем на седле может быть не фаска, а радиус)
Про геометрию седла и влияние ее на работу ДВС много и исключительно доходчиво писал Barik-CZ , я же хочу обратить внимание на несколько ключевых для ресурса ГБЦ моментов: 1. Клапан подтягивается к седлу при помощи возвратной пружины
2. Отношение силы прижима клапана к площади фаски на седле дает удельное давление клапана на седло. 3. Через фаску на седле происходит охлаждение клапана.
Как видим, все ключевые для работы ГБЦ моменты упираются в две фаски — на тарелке клапана и на седле.
Что будет, если фаска на седле окажется неравномерной? Удельное давление в разных точках седла будет различным, в зоне с максимальным давлением износ будет существенно быстрее, чем в соседних. Как следствие нарушение герметичности, прорыв горячих газов с одновременным резким ростом температуры клапана в зоне прорыва газов и практически нулевого охлаждения в ней же. Как итог — прогорание клапана.
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Притирка клапанов своими руками: порядок действий
1. Разбираем силовой агрегат.
Первым делом снимаем навесное оборудование, которое служить помехой при работе с головкой цилиндра. Затем крепим в верхнюю мертвую точку поршень первого цилиндра, сливаем охлаждающую жидкость. После чего осуществляем демонтаж выпускного и впускного коллектора. Получив доступ к головке, демонтируем сразу воздушный фильтр, а затем и крышку клапанов, только не забудьте предварительно зафиксировать шкив распредвала. Чтобы это сделать, можно взять отвертку и упереть ее в специальную шпильку. Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
2. Осуществляем демонтаж клапанов.
3. Промываем клапана и их седла бензином.
4. Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
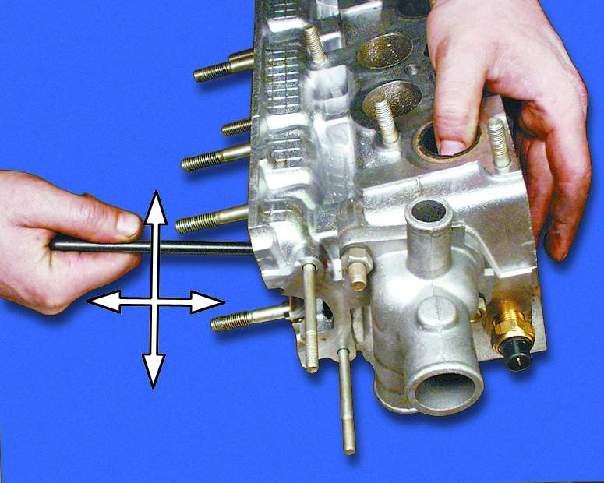
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.

При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым

Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Способы притирки
Произвести притирку можно несколькими способами:
- На специальном станке, профиль выводится идеально и довольно быстро, дополнительных действий кроме сборки не требуется. Недостатки способа -во первых такой станок не везде найдешь, даже в ремонтных мастерских, а уж тем более в гараже у соседа, во вторых станок дорогой, приобретать для одноразовой работы не имеет смысла. Я упомянул, просто потому что способ такой есть, и если вдруг у вас есть возможность притереть на станке, воспользуйтесь им.
- Ручной фрезой – быстрый, но не очень хороший способ по причине дороговизны оборудования и отсутствия навыков работы с ним, поэтому просто учтем, что такой способ есть и перейдем дальше.
- Притирка на верстаке с применением зажима с карданчиком и ручкой в форме буквы «Т» — наиболее простой и распространенный способ, который часто и повсеместно применяется на любых СТО от «кустарных» и до самых «элитных».
Выглядит оно вот так, а стоит не дороже 500 рублей, поэтому вариант идеальный, но более долгий. Так как это вариант для нас, опишу его подробно.
 Прибор для притирания клапанов
Прибор для притирания клапанов
Не смотря на трудоемкость метод дешевый, надежный и как говорят практичный:
- Перед притиркой, убедитесь, что седла не прогорели, иначе притирать без толку, надо менять седла.
- Клапана, если вы их не меняете на новые, тоже осмотрите на предмет трещин и сколов, поврежденные притирать смысла нет.
- Установите снятую ГБЦ (головку блока цилиндров) на верстак и закрепите, как вариант – зажать в тисках, только под губки тисков подложите деревяшки, иначе испортите поверхности прилегания и попадете на шлифовку головки.
- Притирание производится с помощью пасты для притирки, она тоже необходима, про нее я объясню чуть ниже.
- Нанесите тонкий слой пасты на клапан по кругу, там где он будет прилегать к седлу.
- Вставьте клапан в головку.
- Шток выйдет с другой стороны, надеваете на него цанговый зажим прибора для притирки и зажимаете его гайкой.
- Далее притягиваем клапан к седлу и вращаем влево и вправо за рукоятку, 2-3 оборота, потом от себя, на себя и все повторяется.
- Через 3-5 минут проверяем поверхность клапана, должна получиться матовая полоса с шириной не менее 1,5 миллиметра.
- Если полоса появилась, повторяем то же самое со следующим клапаном.
Еще один способ гаражной притирки – дрелью либо шуруповертом, вместо ручного прибора ножка клапана зажимается в дрель.
- Дальше действуем по описанной выше схеме, только вращать клапан будет дрель.
- Только один нюанс, дрель и шуруповерт должны иметь реверс – вращаться в обе стороны.
- Вращение в одну сторону недопустимо, не столько притрете, сколько нацарапаете борозды, а борозды это место для появления налета.
- Вращение используйте минимальное, по очереди туда и обратно, в течении двух минут
- Появление полоски шириной 1,5 миллиметра равномерная по кругу покажет что работа выполнена, повторите все это со следующим клапаном.
После любой притирки обязательно начисто промыть все детали от остатков пасты, паста больше не нужна, если оставить как есть, паста будет разрушать клапан и седло, а нам это не нужно, свою работу она выполнила.
Проверить качество можно собрав головку с клапанами воедино при помощи керосина, как я уже объяснял вначале.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку
Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка)
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Источник
Притирка с помощью ручной дрели

Во время притирки периодически нужно наносить новый слой пасты
Такой способ окажется намного проще, причем качество не особо пострадает. А поможет вам в проведении работы обычная ручная дрель с реверсом (это условие обязательно). Также потребуется изготовить специальный инструмент – простую насадку на дрель, которая по форме похожа на плоскую отвертку. И запаситесь пятачками с небольшой щелью под наконечник насадки по центру. Когда весь инструмент готов, можно приступать к притирке.
Установите ГБЦ вверх ногами, чтобы сверху было хорошо видно гнезда. Рабочую поверхность обрабатываемого клапана смажьте пастой с абразивом. Теперь, используя битум, на тарелку клапана приклейте пятачок. Подождите немного, чтобы битум высох и схватился. Теперь берете дрель с насадкой, устанавливаете ее в пятачок и начинаете вращать клапан. По мере необходимости добавляйте пасту. Старайтесь делать так, чтобы вращение происходило в обе стороны примерно равные промежутки времени. Чтобы отклеить пятачок после проведения притирки, его достаточно просто нагреть.
Выпускные Клапана И Седла, Что Делать С Раковинами?
#1 la2w
Пользователи
157 Сообщений:
Нужен совет опытного моториста, сервис мануал по данному вопросу ответа мне не дал. Меняю ГБЦ, нашел в очень приличном состоянии, проверил плоскость, опресовал и начал разбирать для дефектовки и притирки клапанов. Обнаружил на седлах выпускных клапанов сильные раковины, начал притирать, не чего не получается, фаска не выходит, из рабочей плоскости прикасается процентов 10-20% Решил притирать до победного, очень много времени и пасты ушло. В результате фаска стала на 100% рабочей и матовой, раковины почти все вывел (остались совсем мелкие и очень мало).. вот только выпускные клапана просели вниз на 0.3 — 0.6 мм и фаска стала немного впуклой. Приложил фото в высоком разрешении. РИС 3 выделил синем как протерлась фаска на клапане от притирки. РИС 2 то что было изначально, фотография после небольшой притирки, было еще хуже. На РИС 1 то чего получилось добиться долгой притиркой. Фаску на рис 1 и 2 выделил красным
Что делать дальше? Мотор собираю для себя, халтурить не хочу. 1 Плюнуть и оставить так 2 поставить новый выпускные клапана и снова притереть 3 перепресовать седла и поставить новые выпускные клапана? Вариант с перепресовкой, сильно напрягает, так как есть сомнения в том что нормально перепресуют.
Источник
Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.
Как проводится притирка клапанов?
Что такое компрессия? Это давление в камере сгорания в конце такта сжатия. Оно может стравливаться через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает исключительно замену, а во втором — вполне можно обойтись и без этого. Рассмотрим такие ситуации на примере двигателя ВАЗ.

Прежде всего, стоит сказать, что эта процедура называется «притирка клапанов». В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Изначально между седлом и пояском клапана образуется зазор из-за износа последнего. Поскольку «хлопок» при закрытии довольно сильный, со временем кромка сбивается и нарушается геометрия прилегания. Затем в зазор попадает несгоревшая смесь, которая попросту коксуется на поясках клапанов, что делает зазор еще больше. Как правило, такие проблемы случаются в основном с выпускными клапанами, поскольку впускные «шлифуются» входящими потоками. Кроме того, здесь нет препятствий потоку воздуха, да и в момент, когда температура максимально высока, клапаны находятся в закрытом состоянии.

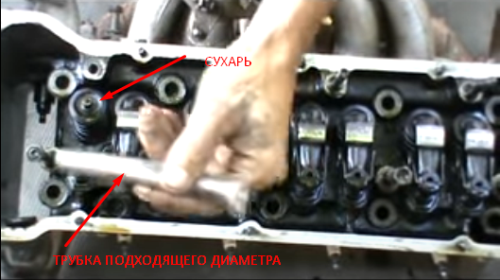
Теперь непосредственно о том, как производится притирка клапанов. ВАЗ категорически запрещает владельцам данных автомобилей выполнять притирку дрелью. По их словам, так невозможно произвести нужное усилие. Но дело в том, что усилие-то как раз и не требуется. Если его прикладывать, то седло сточится неровно. В этом случае клапан будет неточно центрован, что приведет к появлению зазора с одной стороны. Это чревато вышеописанными последствиями. И все же притирка клапанов дрелью не может быть настолько эффективной, насколько это возможно при использовании специального набора.
Она производится в три этапа. Их очередность зависит от зернистости притирочной пасты, которая меняется в процессе. Если притирка клапанов производится дрелью, то в нее зажимается штифт такого же диаметра, что и стержень. Один конец шланга надевают на этот штифт, а другой — на клапан. Затем седло и поясок смазываются пастой, после чего выставляются небольшие обороты вращения. Если они будут слишком маленькими, то это не страшно — немного увеличится время работы.

Если же они будут велики, то есть риск перегреть и седла, и клапаны. Тогда на них появится характерная синяя полоска. Это верный знак перегрева. После первоначальной обработки стирается паста, потом натирается следующая, меньшей зернистости. После применения третьей пасты поверхности тщательно протираются с керосином. Затем нужно их смазать моторным маслом и повторить процедуру притирки, соблюдая «скоростной режим». Это обеспечит максимально плотное закрывание.
Ну вот, после этого компрессия в цилиндрах заметно возрастет. Следует помнить, что двигатели, степень сжатия которых меньше 8, очень чувствительны к ней. Это сильно сказывается на простоте эксплуатации, поэтому притирку клапанов можно проводить даже между ремонтами, например, через 20 000 км пробега.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Методы формирования геометрии сопряжения
Придать правильную форму клапану и седлу можно как вручную, так и на специальном станке, но при этом точность размеров будет отличаться на порядок. Наибольшую точность даёт станок для обработке сёдел и клапанов, наименьшую- ручная притирка клапана об седло при помощи абразивной притирочной пасты.
Клапана притирают при замене клапанов, а также притирают старые клапана при текущем ремонте, когда износ в пределах допустимого.

Станки. Станок для притирки клапанов на самом деле ничего не трёт, он предназначен для нарезания фаски седла и клапана позволяет сделать максимально точное сопряжение за счёт жёсткой центровки. Таким образом, получается высокоточный нарезанный профиль, который даёт максимальное качество. После данной обработки не требуется больше никаких действий, просто помыть и собрать головку.

Ручные фрезы. За неимением возможности обработать детали на высокоточном оборудовании можно воспользоваться ручными фрезами. Они бывают разного диаметра для разных моделей двигателей. На сёдлах нарезают три фаски- под 30 и 60 градусов, а сверху них- под 45 градусов. Новые клапана в таких случаях не обрабатывают, а если используются старые, то их нужно направить или притереть.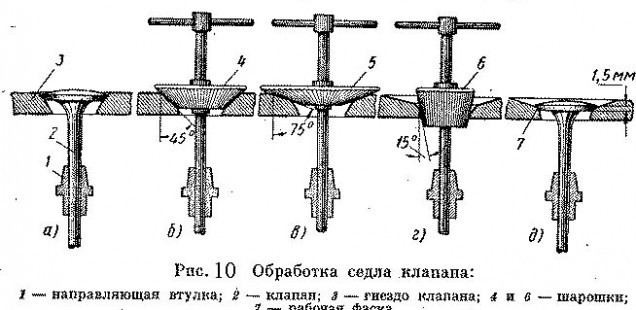
Притирка клапанов абразивной пастой- приспособления для притирки клапанов своими руками.
Притирка поможет только в том случае, если плоскость ответных деталей- клапана и седла- совпадает и не надо ничего править, а требуется лишь убрать некоторые неровности, иначе поможет только правка фрезой. В этом случае на кромку клапана, в местах сопряжения по всему периметру наносится притирочная паста. Клапан вставляется в своё посадочное место. Далее клапан надо одновременно слегка прижимать к седлу и в то же время вращать вокруг оси, тем самым давая стираться неровностям на поверхности.

Видео: притирка клапанов Daewoo Lanos
https://youtube.com/watch?v=83gB6JyU-nA