Справочник по анализу повреждений поршня
Содержание:
Поршневой палец Hyundai Accent
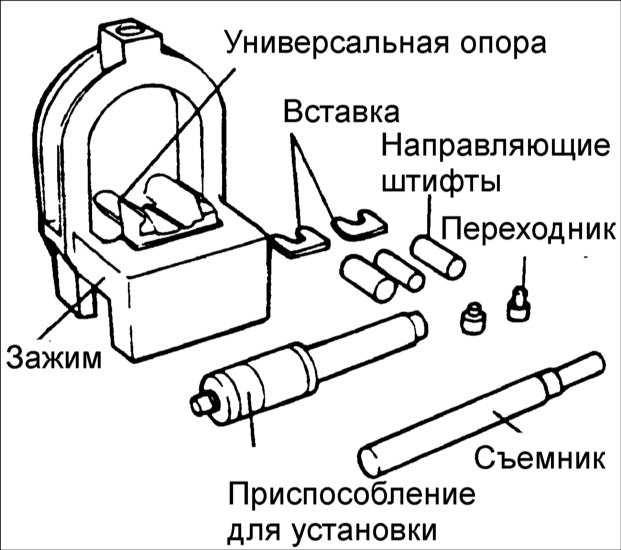
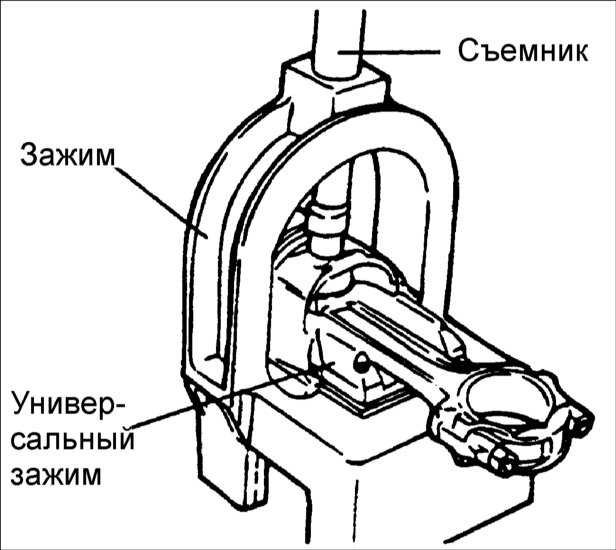
Снятие
| Порядок выполнения | |||||||
|
 Предупреждение
Предупреждение
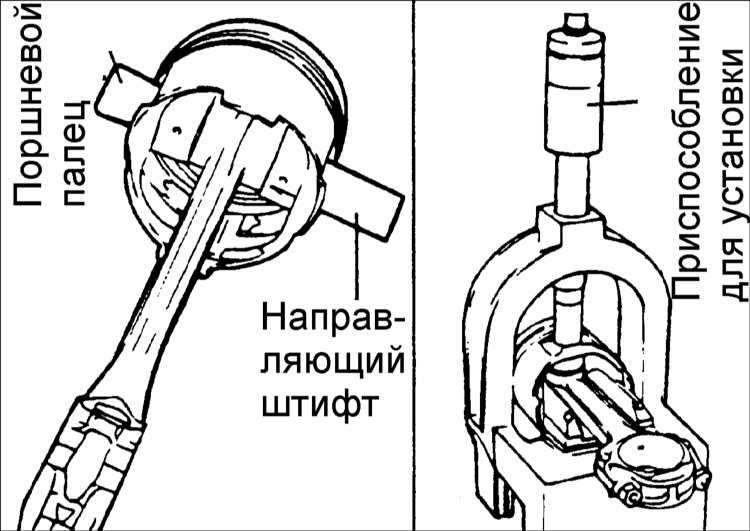
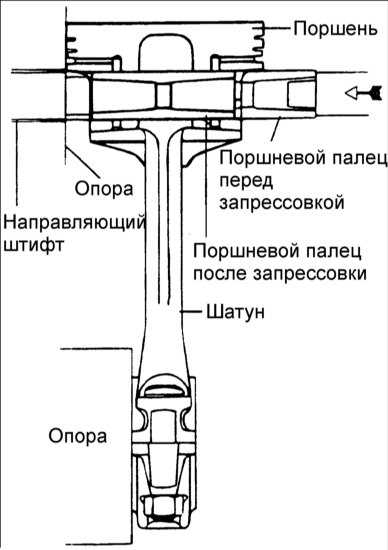
Установка
| Порядок выполнения | ||||||||||
|
Проверка
Поршень и поршневой палец
| Порядок выполнения | ||||
|
Поршневые кольца
| Порядок выполнения | ||
|
Установка
| Порядок выполнения | ||||||||||||||||||||
|

Видео про «Поршневой палец» для Hyundai Accent
Hyundai accent оправка для сборки поршня и шатуна
Хендай Акцент Осмотр поршня и колец
Запрессовка поршневого пальца в головку шатуна
Ремонт шатунов
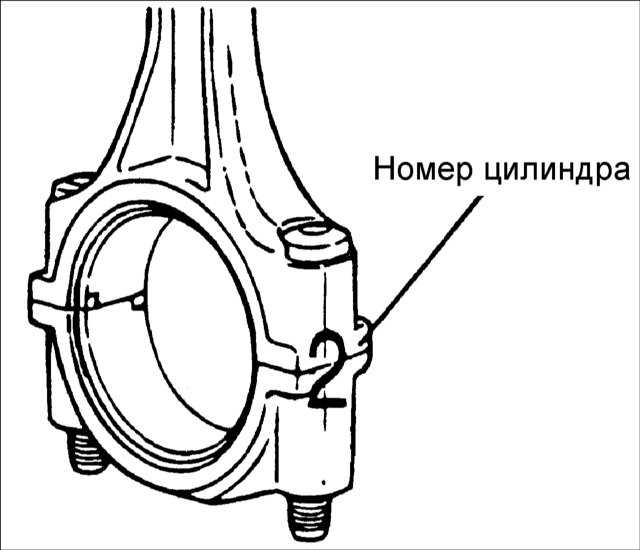
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
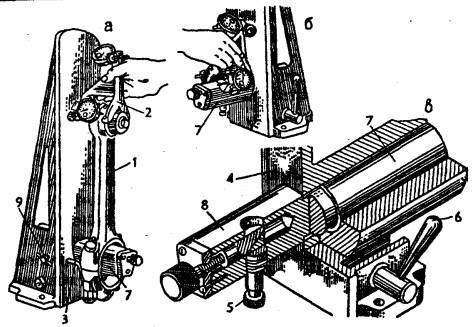
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Литература
- ГОСТ Р 53443-2009 Автомобильные транспортные средства. Пальцы поршневые двигателей. Общие технические требования и методы испытаний.
- ОСТ 23.3.13-86 Пальцы поршневые тракторных и комбайновых дизелей. Общие технические условия.
- Машиностроение. Энциклопедия. Ред совет: К.В. Фролов (пред.) и др. Том IV-14 Двигатели внутреннего сгорания. / Л.В. Грехов, Н.А. Иващенко, В.А. Марков и др.; Под общ. ред. А.А. Александрова и Н.А. Иващенко. 2013. 784 с.: ил. ISBN 5-217-01949-2 ISBN 978-5-94275-623-9 (Т.IV-14)
- Артоболевский И. И. Теория механизмов. — М.: Наука, 1965. — 776 с.
- Конструирование двигателей внутреннего сгорания: Учебник для студентов ВУЗов, обучающихся по специальности «ДВС» под. ред. Н. Д. Чайнова. М.: Машиностроение, 2008. 496 с., ил.
- Шестопалов С. К. Устройство, техническое обслуживание и ремонт легковых автомобилей. . Учеб. для нач. проф. образования. — 2-е изд. М.: ИРПО; Изд. Центр «Академия», 2000. — 544 с.
- Власов В. М. и др. Техническое обслуживание и ремонт автомобилейМ.: Издательский центр «Академия», 2003. — 480 с.
- Технология двигателестроения — Под редакцией А. И. Дащенко. М.: Высшая школа, 2006. — 608 с. ISBN 5-06-000447-8
Заказ и стоимость пальцев
Стоимость изготовления пальцев для спецтехники зависит от:
- Назначение пальца — это влияет на выбор материала и дополнительные обработки;
- Наличия чертежа, образца или эскиза;
- Количества деталей в партии.
Отдельно отметим, что при повторном обращении цена может быть ниже, поскольку у нас уже будет вся проектная документация.
осуществляет полный цикл изготовления деталей: от разработки чертежа и производства прототипа до нанесения защитных покрытий и пленок. Мы можем гарантировать точность обработки изделий на каждом этапе.
Для уточнения подробностей сотрудничества обращайтесь к менеджерам «ФЕРРОПОЛИС». Это можно сделать по телефону или отправить запрос через форму на сайте. В обоих случаях вы получите квалифицированную консультацию и предварительный расчет стоимости вашего заказа.
Из чего изготавливается
Рассмотрим материалы деталей ЦПГ. Все материалы для ЦПГ должны иметь высокую прочность, отличную теплопроводность, незначительно расширяться при нагреве и иметь антифрикционные свойства. Иметь повышенное сопротивление появлению ржавчины.
Гильзы выполняют из чугуна или специальной стали с присадками, чтобы деталь выдержала высокую нагрузку.
Поршни изначально делали чугунные, но с развитием технологий, стали производить алюминиевые. В современных моторах применяются сборные стальные поршни, особенно в дизелях. В экспериментальных моторах, тестируют керамические поршни, но пока в производстве керамика применяется только как напыление на поршнях.
Поршневые кольца изготавливают из серого чугуна высокой прочности, с добавками молибдена, хрома, вольфрама или никеля. Добавки обеспечивают лучшую «приработку» деталей, повышая их износостойкость и устойчивость к сильному нагреву.
Поршневые пальцы выполнены из легированной либо углеродистой стали, обработаны цементацией и закалены. Если напильник оставляет на пальце царапины, это бракованные (не каленые) пальцы, их нельзя устанавливать, это приведет к поломке ЦПГ.
Плавающий палец
Плавающий палец 9, постоянно прижимаемый плоской пружиной 10, предохраняет заготовки от их проскальзывания вправо ( обратно) и попадания двух заготовок одновременно.
Плавающий палец фиксируют пружинящими кольцами, установленными по его концам в проточках внутри бобышек.
|
Портпнрвые пальцы. |
Плавающий палец имеет некоторую свободу перемещения и возможность поворачиваться вокруг своей оси во время работы, поэтому он меньше и более равномерно изнашивается.
Плавающий палец фиксируется лишь от осевых перемещений ( фиг.
Плавающий палец при комнатной температуре не должен свободно передвигаться в отверстиях бобышек поршня.
Плавающий палец фиксируют пружинящими кольцами, установленными по его концам в проточках внутри бобышек ( фиг.
Посадку плавающего пальца в бобышки алюминиевого поршня производят с помощью специального прибора или после подогрева поршня в масле примерно до 85 С. В последнем случае поршневой палец свободно, без каких-либо усилий входит в бобышки поршня.
Посадка плавающего пальца в бобышках поршня определяется допусками N 7 / h6 ( N 6 / h4), a во втулке головки шатуна — E8 h4 ( D8 / h4) системы ISA. Палец должен входить в отверстия бобышек поршня свободно при нагреве в воде до 100 С или в масле до 120 С. От осевого смещения плавающий палец предохраняется, как показано на фиг. Стопорные кольца согласно фиг.
Пример плавающего пальца с пробкой: 1 — пробна.
В случае плавающего пальца удельные давления в бобышках должны быть на 10 — 30 % ниже удельных давлений в подшипнике шатуна. Некоторые заводы снабжают бобышки чугунного поршня бронзовыми втулками в тех случаях, когда в них проворачивается палец, жестко закрепляемый в шатуне. При таком выполнении возможно осуществить обильную смазку, которая подводится к бобышкам по сверлениям от маслосъемных колец.
В случае плавающих пальцев удельное давление на гнезда не должно превышать ктах.
Осевое перемещение плавающих пальцев ограничивают пружинными шайбами, которые устанавливают в специальных выточках бабышек поршней, или бронзовыми заглушками.
В случае плавающего пальца удельные давления в бобышках должны быть на 10 — 30 % ниже удельных давлений в подшипнике шатуна. Некоторые заводы снабжают бобышки чугунного поршня бронзовыми втулками в тех случаях, когда в них проворачивается палец, жестко закрепляемый в шатуне. При таком выполнении возможно осуществить обильную смазку, которая подводится к бобышкам по сверлениям от маслосъемных колец.
При работе механизма плавающий палец под действием сил трения со стороны шатуна поворачивается. Так как произвольное угловое перемещение шатуна в качательном движении слагается из углового перемещения относительно пальца и поворота пальца в бобышках, то окружная скорость в каждом из этих двух относительных угловых перемещений пальца примерно вдвое меньше, чем в случае закрепленного пальца; во столько же раз уменьшается тепловыделение в каждом из сопряжений пальца. Износ пальца и вкладышей уменьшается, а по поверхности пальца он распределяется равномерно. Но наиболее важным преимуществом плавающего пальца является большая надежность: зависший палец в шатуне может вместе с ним качаться в бобышках поршня, а заевший палец в бобышках не препятствует качанию шатуна.
Примечания
- Л.В. Грехов, Н.А. Иващенко, В.А. Марков и др.; Под общ. ред. А.А. Александрова и Н.А. Иващенко. Машиностроение. Энциклопедия. Ред совет: К.В. Фролов (пред.) и др. Том IV-14 Двигатели внутреннего сгорания.. — М: Машиностроение, 2013. — С. 10-15. — 784 с. — ISBN 5-217-01949-2. — ISBN 978-5-94275-623-9.
- . .
- . .
- Артоболевский И. И. Теория механизмов. — М.: Наука, 1965. — 776 с.
- Н. Д. Чайнов, Н. А. Иващенко, А. Н. Краснокутский, Л. Л. Мягков; под. ред. Н. Д. Чайнова. Конструирование двигателей внутреннего сгорания. — М: Машиностроение, 2006. — 496 с.
- . За рулем.
- ↑ Под редакцией А. И. Дащенко. Технология двигателестроения. — М: Высшая школа, 2006. — 608 с. — ISBN 5-06-000447-8.
- ↑ Шестопалов С.К. Устройство, техническое обслуживание и ремонт легковых автомобилей.. — М: Центр «Академия», 200. — 544 с.
- . Главный механик.
- . Морской портал.
- ↑ Власов В.М. и др. Техническое обслуживание и ремонт автомобилей. — Издательский центр «Академия», 2003. — 480 с.
Причины проявления
Это повреждение возникает из-за термической перегрузки поршня. В данном случае следует рассматривать две причины повреждения, различающиеся между собой:
Нарушение процесса сгорания топлива:
Этот дефект можно определить по следующим признакам в двигателе:
- Кромка камеры сгорания имеет «скусы».
- Плохое струйное распределение инжекторных форсунок.
- Давление и объём подачи топлива инжекторных форсунок настроены неправильно.
- Жаровой пояс в направлении оси поршневого пальца имеет задиры.
Сбой процесса сгорания топлива может иметь несколько причин.
- В камере сгорания находится слишком богатая воздушнотопливная смесь. В этом случае следует рассмотреть следующие неполадки:
- Подача воздуха ограничена, например, из-за засорённого воздушного фильтра.
- Неправильно отрегулирован объём подачи топлива.
- Неправильно отрегулирован начальный момент подачи топлива.
- Игла форсунки заедает или перемещается с трудом.
- Засор в газовыпускной системе.
- Имеет место запаздывание зажигания и перебои в зажигании, а именно, по следующим причинам:
- Было заправлено неподходящее топливо или топливо со слишком низким цетановым числом, или же в дизельном топливе присутствует бензин.
- Клапаны негерметичны, что ведёт к потере компрессии.
- Зазор между днищем поршня и головкой блока цилиндров слишком велик, поэтому слишком мала степень сжатия.
- Неисправна система предварительного прогрева воздуха (прежде всего, при очень низкой внешней температуре).


Перегрев головки поршня:
Это явление имеет следующие симптомы:
- Камера сгорания поршня не повреждена.
- Наблюдается хорошее струйное распределение на днище поршня.
Слишком высокий уровень температуры головки поршня может иметь следующие причины:
- Форсунка охлаждающего масла деформирована, вырвана или не установлена (монтажная ошибка).
- Превышен интервал замены масла. В этом случае опасность полимеризации моторного масла возникает, прежде всего, при использовании биотоплива на основе рапсового и соевого масла, что может привести к засорению форсунок охлаждающего масла.
- Посторонние включения, например, остатки прокладочных материалов и т. п., мешают требуемой циркуляции масла в контуре.
Лада 2101 Tvin Carbo › Бортжурнал › Сборка низа. Шатуны пальцы и поршня
Вечером образовались пару свободных часиков, и было решено подружить поршневую с шатунами.
Лично мне известно 2 способа как это делается . На горячую и холодную . Т.к. жидкого азота у меня к сожалению не завалялось, будем делать на горячую.
Понадобилось всего 2 инструмента:

1) Первым делом перенес метки из под юбки, на циковки. Чтобы в случае чего не запутаться. Хотя если учесть что все было выровняно по массе — толк от сего действия был один. Не ошибусь какой поршень в какую камеру ( кто не в курсе — камера точится под поршень. Каждый житель — в своем домике)

2) Далее пока первый шатун прожаривается, с помощью держателя — центрователя, путем добавления — убирания шайб, зрением и ручками подготавливаем палец так, чтобы он встал в шатун равномерно (Шатун точно по центру пальца). Заранее очищаем поверхность ( палец и заходы — выходы из поршня) от всего мусора, ибо малейшая песчинка может застопорить палец и опять же всеь труд коту под хвост

3) Через 15 — 20 мин прожарки достаем шатун из печки (делается в толстых перчатках, ибо горячий ска…), зажимаем его в тиках с алюминиевыми губками на них. Быстрым отточеным движением механик — куратор загоняет палец в сию конструкцию ( Я держу тиски )

Положения шатуна в поршне просчитывается заранее, чтобы не нарушить центровку

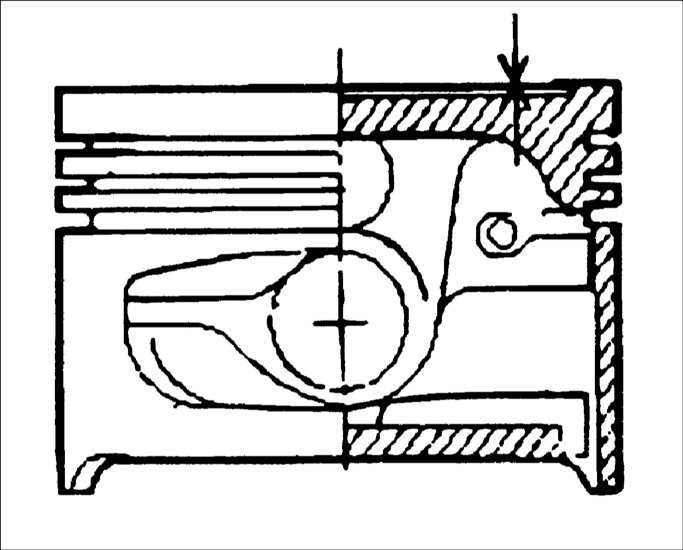
4) Легкое отступление и немного матчасти. Отверстие в поршне, куда заходит палец немного смещено от центра

Сделано это для улучшения балансировки конструкции, а точнее для облегчения работы коленвала. Если бы отверстие было точно по середине — колену было бы крайне сложно провернуть всю конструкцию когда поршня находятся в ВМТ и НМТ ( Для тех кто это не знает — гугл в помощь), а так при смещении центра, образуется некоторое плече, которое и решает сею проблему. ( поправьте меня если я нагло пиз…у ). К чему я это все написал ?! Смотрим в левый верхний угол поршня на фото выше. Видим Буковку «П» ( на фото перевернуто вверх ногами) — я хз что она обозначает точно, но в простонародии ПЕРЕД. И сей перед совмещается с шатунами вот так. ( а повторение мат. части еще не кому не вредила)

Почему именно так ?! Это нечто из разряда глубокой древности, когда сие двигло еще собиралось по Фиатовским стандартам, и в шатуне было отверстие под какой то масляный канал. Лично я сам такого чуда еще не видел, да и на современных шатунах сего отверстия уже тоже нет, но руководствуясь древними заветами — решили не нарушать традицию . Может есть и еще в этом что то, но мне это не известно.
5) Хватит отступлений пожалуй. Пока вы его читали мы успели запороть 2 последующих поршня.
источник
Типы поршней
Не буду растягивать вступление, кратко расскажу, о чем будет этот большой пост. И так речь идет о типах поршней, четырех тактные бензиновые, дизельные и двух тактные, Основная задача всех рассмотренных типов поршней, это контролировать тепловое расширение и противостоять определенной нагрузке, ниже разберемся как это решается.
Поршни для четырехтактных бензиновых двигателей
В современных бензиновых двигателях используют поршни с симметричной или асимметричной юбкой с различной толщиной днища и юбки поршня.
Поршни управляемого расширения
Поршни с кольцевой вставкой, которая управляет тепловым расширением. Вставки выполнены из серого чугуна. Главная цель этого кольца уменьшить тепловое расширение алюминиевого сплава поршня, так как чугун имеет относительно небольшое расширение и малую теплопроводность, вставка тем самым сдерживает металл сохраняя форму. Производство таких поршней более затратное, соответственно и выше цена готового продукта. Основной недостаток, это невозможность изготовления кованного поршня, так необходимого для турбированых двигателей, большая масса поршня. Такой тип поршней больше уходит в далекое прошлое.
Авто термические поршни
Авто термические поршни, имеют разделение(пропил) между кольцевым поясом и юбкой в канавке маслосъемного кольца, юбка держится в районе бобышек. Это позволяет снизить теплопередачу от кольцевого пояса поршня к его юбке, тем самым достигается более стабильная форма юбки. Стальная вставка в районе бобышек, контролирует тепловое расширение и увеличивает прочность. Такие поршни не способны выдерживать огромные нагрузки из-за «пропила», в работе отличаются низким шумом и относятся к более современным типам.
Поршни Autothermatik
Действуют по такому же принципу, как и авто термические поршни, но не имеют пропила в маслосъемной канавке. Так же имеют стальные пластины в районе бобышек. Более прочные из-за целостности кольцевого пояса и юбки, лучше выдерживают боковые нагрузки по сравнению с первым вариантом. Применяются как в бензиновых, так и частично в дизельных двигателях.
Поршни Duotherm
Чем- то похожи на авто термические, но вместо пропила в юбке имеют стальную вставку по всему диаметру. Таким образом ограничивая температурный переход от кольцевого пояса к юбке и контролирую форму по всей окружности.
Поршни с перегородками

Этот тип поршней имеет большой холодильник и узкую часто овальную форму юбки. Поршень спроектирован так что при тепловом расширении он меняет свою форму из овальной в правильную круглую.
В дополнение к такому типу поршней еще есть вариант со скошенной юбкой к вершине поршня. имеет более широкую часть юбки снизу сужаясь к кольцевому поясу.
У поршней для двигателей с очень высокой выходной мощностью (больше, чем 100 кВт/л) может быть выполнен охлаждающий канал.
Поршни EVOTEC

Самый большой потенциал для того, чтобы уменьшить поршневую массу в четырехтактных бензиновых двигателях несут в себе поршни EVOTEC, в котором прежде всего стоит отметить трапециевидные поддержки бобышек, что позволяет расположить палец особенно глубоко, близко к днищу, сократив всю длину и массу поршня. В посте Масса поршня мы уже говорили о достоинстве такого расположения пальца. Такое расположение стенок юбки позволяет очень хорошо усилить верхнюю часть бобышек имея небольшую толщину перегородок и облегчить нижнюю выполнив поршень асимметричной формы. Юбка достаточно узкая и на краях имеет прочные перегородки, переходящие к бобышкам, это тоже является большим плюсом. Такая компоновка поршня очень хорошо препятствует боковым нагрузкам, мала вероятность деформации юбки, при этом толщина юбки намного меньше чем в обычном поршне, что тоже сокращает общий вес. На всем фоне отмеченных выше достоинств поршень значительно похудел, это позволяет сделать бобышки тоньше, так как инерционная нагрузка на нижние стенки бобышек стала меньше.
Кованные алюминиевые поршни
В двигателях с очень большими удельными нагрузками — такими как турбонадув или впрыск закиси азота используют кованные поршни. Преимуществом несомненно является прочность кованного алюминиевого сплава. Выдерживают более высокую температуру и лучше противостоят детонации. Из недостатков отмечается более высокая цена, невозможность применения некоторых технологий, например, некоторые из тех что описаны выше из-за технологического процесса изготовления.
Кованный поршень для Формулы 1
В следующем посте поговорим о поршнях для двухтактных и дизельных двигателей, где нагрузки и температуры еще больше. Поршни дизельных двигателей
Что такое поршень двигателя внутреннего сгорания автомобиля?

Устройство детали включает в себя три составляющие:
- Днище.
- Уплотняющая часть.
- Юбка.
Указанные составляющие имеются как в цельнолитых поршнях (самый распространенный вариант), так и в составных деталях.
Днище
Днище — основная рабочая поверхность, поскольку она, стенки гильзы и головка блока формируют камеру сгорания, в которой и происходит сжигание топливной смеси.
Главный параметр днища — форма, которая зависит от типа двигателя внутреннего сгорания (ДВС) и его конструктивных особенностей.
В двухтактных двигателях применяются поршни, у которых днище сферической формы – выступ днища, это повышает эффективность наполнения камеры сгорания смесью и отвод отработанных газов.
В четырехтактных бензиновых моторах днище плоское или вогнутое. Дополнительно на поверхности проделываются технические углубления – выемки под клапанные тарелки (устраняют вероятность столкновения поршня с клапаном), углубления для улучшения смесеобразования.
В дизельных моторах углубления в днище наиболее габаритны и имеют разную форму. Такие выемки называются поршневой камерой сгорания и предназначены они для создания завихрений при подаче воздуха и топлива в цилиндр, чтобы обеспечить лучшее смешивание.
Уплотняющая часть предназначена для установки специальных колец (компрессионных и маслосъемных), задача которых — устранять зазор между поршнем и стенкой гильзы, препятствуя прорыву рабочих газов в подпоршневое пространство и смазки – в камеру сгорания (эти факторы снижают КПД мотора). Это обеспечивает отвод тепла от поршня к гильзе.
Уплотняющая часть
Уплотняющая часть включает в себя проточки в цилиндрической поверхности поршня — канавки, расположенные за днищем, и перемычки между канавками. В двухтактных двигателях в проточки дополнительно помещены специальные вставки, в которые упираются замки колец. Эти вставки необходимы для исключения вероятности проворачивания колец и попадания их замков во впускные и выпускные окна, что может стать причиной их разрушения. Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.
Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.
Число канавок, проделанных на уплотняющей части, соответствует количеству поршневых колец (а их может использоваться 2 — 6). Наиболее же распространена конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным.
В канавке под маслосъемное кольцо проделываются отверстия для стека масла, которое снимается кольцом со стенки гильзы.
Вместе с днищем уплотнительная часть формирует головку поршня.
Вас также заинтересует:
- Кривошипно-шатунный механизм двигателя внутреннего сгорания
- Что такое компрессия и степень сжатия двигателя
- Датчик положения распределительного вала: признаки неисправности
Юбка
Юбка выполняет роль направляющей для поршня, не давая ему изменить положение относительно цилиндра и обеспечивая только возвратно-поступательное движение детали. Благодаря этой составляющей осуществляется подвижное соединение поршня с шатуном.
Для соединения в юбке проделаны отверстия для установки поршневого пальца. Чтобы повысить прочность в месте контакта пальца, с внутренней стороны юбки изготовлены специальные массивные наплывы, именуемые бобышками.
Для фиксации пальца в поршне в установочных отверстиях под него предусмотрены проточки для стопорных колец.
Вывод
Партнер 350 не плохая бытовая бензопила, которую вполне возможно ремонтировать самостоятельно. Для правильного ремонта, необходимо знать алгоритм, по которому происходит разборка. Иметь необходимый инструмент и понимать то, как устроена данная бензопила. Если вы не уверены в своих силах, советуем обратится в сервисный центр.
 Для людей, занимающихся строительством или лесозаготовкой, а также проживающим в собственном жилом помещении с прилегающим участком земли, будет очень кстати иметь в собственности качественную шведскую бензопилу «Партнёр 350», которая является великолепным заменителем иных инструментов для распила древесины, например, двуручных пил или ножовок.
Для людей, занимающихся строительством или лесозаготовкой, а также проживающим в собственном жилом помещении с прилегающим участком земли, будет очень кстати иметь в собственности качественную шведскую бензопилу «Партнёр 350», которая является великолепным заменителем иных инструментов для распила древесины, например, двуручных пил или ножовок.
Как и любым иным агрегатам, бензопилам также требуется тщательный уход и периодическое техобслуживание, иначе они быстро сломаются в результате эксплуатации. В то же время, обращение к квалифицированным специалистам с просьбой починить бензопилу стоит денег, которые вы, возможно, не хотите тратить по каким-либо причинам, поскольку понимаете, что большую часть неисправностей и поломок вы можете исправить самостоятельно. Для этого необходимо разобраться в устройстве бензопилы и посмотреть видео, где вы получите подробную инструкцию для осуществления ремонта бензопилы «Партнёр 350».












