Преимущества и недостатки холодной сварки
Содержание:
- Виды холодной сварки для металла
- Что это такое?
- Как пользоваться?
- Как устранить течь и способы устранения
- Советы по применению холодной сварки
- Что такое холодная сварка?
- Инструкция по использованию холодной сварки для металла
- Плюсы и минусы
- Как удалить «холодную сварку»
- Отдельно о конкретных случаях
- Сферы применения
- Обзор зарубежных производителей
- Состав
- Заключение
Виды холодной сварки для металла
По составу различают два вида клея:
- однокомпонентный. Процесс отвердевания у него запускается уже в момент вскрытия упаковки, когда в неё попадает влага из воздуха. Поэтому такой клей используют сразу и весь;
- двухкомпонентный. Он состоит из эпоксидной смолы, перемешанной с металлическим порошком и отвердителя. Для его застывания необходимо тщательно перемешать составляющие. Выпускается в жидкой и пластилинообразной консистенциях. Жидким клеем пользуются, когда нужно загерметизировать трубы или заделать трещины. Пластилинообразный подойдёт, когда нужно восстановить и соединить сломанные элементы конструкции. С помощью пластичной холодной сварки можно даже восстановить резьбу на болте, намазав его клеем и нарезав резьбу гайкой, пока клей не успел затвердеть.
По сфере применения клей можно разделить на несколько видов:
- Универсальный. Его компоненты подобраны так, чтобы можно было склеить не только металл, но и массу других материалов. Однако результат такого ремонта оставляет желать лучшего.
- Специальный. Предназначен для склеивания определённого материала. Кроме того, в нём есть вещества, придающие соединению важные свойства, например, влагостойкость или термостойкость.
- Автомобильный. Его состав продуман таким образом, чтобы можно было отремонтировать металлические, резиновые, пластиковые и стеклянные детали автомобиля. По своей сути он универсальный, но благодаря «нацеленности» на сравнительно небольшой спектр материалов, гораздо прочнее обычного универсального.
Что это такое?
Метод соединения деталей основан на действии сильных растворителей. Составом смазывают поверхности заготовок и дают некоторую выдержку. Клей повышают пластичность приповерхностных слоев двух деталей, и при сжатии происходит взаимное проникновение их молекул.
Создается промежуточный слой, в котором возникает межатомное взаимодействие между этими молекулами. При застывании состава две детали объединяются в единое целое, слой напоминает застывший шов горячей сварки.
Для того, чтобы метод сработал, необходимо соблюсти ряд условий:
- тщательная подготовка поверхностей заготовок-они должны быть зачищены от механических загрязнений и обезжирены;
- сильное сжатие деталей для обеспечения взаимопроникновения размягченных поверхностных слоев;
- строгое соблюдение указанного в инструкции времени выдержки смазанных поверхностей, времени сжатия и времени твердения до начала эксплуатации.
Метод широко применяется для экспресс-ремонта сантехнического оборудования, транспортных средств, бытового ремонта.
Как пользоваться?
При соединении деталей и элементов при помощи специальных клеящих составов и пластичных масс нужно тщательно соблюдать инструкции, рекомендованные производителем. В большинстве случаев порядок действий будет неизменным.
Подготовка поверхности. Металлические детали тщательно зачищают абразивным способом. Необходимо удалить следы ржавчины, нагара, пайки или сварки. Поверхность должна быть шероховатой – так сцепление будет более надежным. И пластиковые, и металлические детали тщательно обезжириваются.
Подготовка состава. От пластифицированного бруска отрезают кусочек нужного размера (от каждой части). Жидкий состав выдавливается, в него добавляется отвердитель. Нужно размять или размешать средство, чтобы началось выделение тепла.
Сварка. Разогретую смесь наносят на соединяемые области, выравнивая их поверхности в районе шва
Важно быстро произвести позиционирование. Качественные составы схватываются и твердеют за короткое время.
Окончательное закрепление
В зависимости от марки и особенностей состава полная его полимеризация занимает от нескольких часов до суток. В случае экстренного ремонта нужно выждать хотя бы 20-30 минут. Этого хватит, чтобы выполнить первичное скрепление деталей в дороге, а затем доехать до места назначения или СТО.




Существует и ряд правил, касающихся непосредственной работы с жидкой сваркой. Несмотря на ее малую токсичность и высокую эффективность, неправильное обращение может негативно повлиять на прочность соединения или навредить здоровью человека. Следуя простым рекомендациям, все эти факторы риска можно свести к минимуму. Можно выделить несколько полезных практических советов от специалистов.
Использование средств защиты. Оптимальным выбором станут строительные перчатки с обливным покрытием, частичным или полным, цельные нитриловые изделия. Они не вступают в реакцию с клеем.
Тщательное дозирование. При склеивании в нескольких точках клей или пластичную массу готовят порционно, небольшими партиями, на 1 раз. Это позволит поддерживать состав в нужном состоянии, избежать его твердения до того, как прочное соединение будет установлено.
Соблюдение пропорций. Их нельзя нарушать, менять и увеличивать, рассчитывая на повышение прочности крепления при более обильном нанесении. Изменение рекомендованного количества жидких или пластифицированных компонентов приводит к тому, что состав хуже застывает или меняет свои характеристики.
Предварительное смешивание. При использовании жидких двухкомпонентных вариантов сварки производитель допускает их соединение сразу в месте образования шва. Но опытные мастера советуют сначала соединять их в стеклянной емкости, смешивать, а затем наносить на место крепления. Такой шов будет прочнее.
Этап обезжиривания и зачистки. Его можно пропустить, адгезионных свойств материала хватит для того, чтобы выполнить склеивание. Это можно использовать в ситуации, когда приходится применять сварку вне мастерской.
Период склеивания
Важно учесть, что во время первичного соединения категорически запрещается подвергать соединяемые элементы механическим нагрузкам. Это создаст дополнительное напряжение, ухудшит прочность сварки
Обычно это правило распространяется только на первые 30-60 минут после нанесения составов.

О особенностях сварки смотрите в следующем видео.
Как устранить течь и способы устранения
Чем заделать течь в трубе отопления, зависит от того, в каком месте она образовалась: на стыке секций, на соединении радиатора с трубой, на самой трубе. Ремонт производят по-разному, рассмотрим основные способы.
Течет труба отопления на стыке Важно! Если капает из трубопровода, по которому подается горячая вода для отопления, и этот участок находится под давлением, то ликвидировать свищ можно на очень короткое время. В таком случае придется вызывать аварийную службу и заниматься основательным ремонтом
Холодная сварка
Как правило, применяется на стыке двух секций батареи, помогает временно закрыть поврежденное место. Производится с использованием клея-герметика, который можно купить в строительном магазине. Он имеет особый состав, кристаллизирующийся при высыхании, и заполняет собой дыру.

- поврежденное место тщательно очистить от краски и ржавчины, используя щетку с металлической щетиной или наждачную бумагу;
- произвести обезжиривание, для этого подходит спирт, растворитель, ацетон;
- отрезать кусочек герметика, влажными руками размять до однородного состояния;
- хорошо вдавить в поврежденное место на отопительной батарее и разгладить;
- пока состав не отвердеет полностью, его нужно плотно прижимать к поверхности;
- время отверждения примерно 20-25 минут, полная полимеризация — через 3 часа.
Совет! Обязательно надевайте защитные перчатки, так как герметик является химически активным составом, разъедающим кожу.
Цементно-гипсовая повязка
Если дырка обнаружилась на отопительной трубе или стыке секций батареи, можно сделать цементно-гипсовую повязку, для этого подготовить следующие расходные материалы:
- медицинский бинт, отрез марли либо тонкой х/б ткани;
- алебастр (гипс);
- цемент;
- ведро или таз с водой.
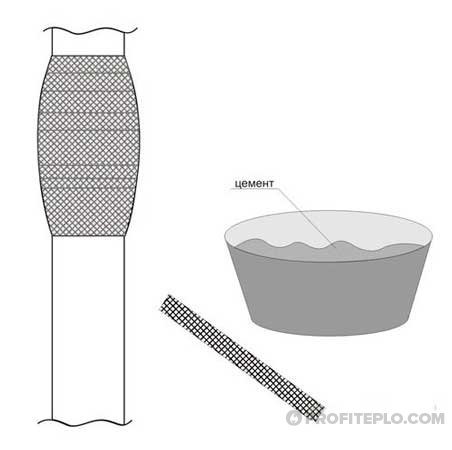
- в воде развести цемент, смешав его с гипсом, консистенция должна быть, как у жирной сметаны;
- взять полоски ткани или бинта длиной 25-30 см, пропитать полученным составом;
- обмотать тканью поврежденный участок трубы;
- накладки делают до тех пор, пока повязка не будет прочной и плотной.
Применение хомута и резины
Если вы заметили течь трубы отопления, в качестве временной меры можно наложить покупной или самодельный хомут, а также накладку из резины. Если в наличии есть заводской хомут подходящего диаметра, его нужно наложить на место протечки и плотно закрепить при помощи болта. Если такового в хозяйстве не имеется, придется сделать резиновую накладку самостоятельно.
Совет! В качестве расходного материала может служить велосипедная шина, плотная хозяйственная перчатка, мяч, резиновый сапог.
- из куска резины вырезать прямоугольник, который будет шире отверстия на 2-3 сантиметра, длина должна быть такой же, как диаметр трубы;
- накладку туго обмотать вокруг трубы, а края закрепить проволокой или металлическими зажимами, можно сделать обмотку из проволоки по всей длине повязки.

Применение сварки
Если в доме или квартире течет батарея отопления (не металлопластиковая, а чугунная), устранить дефект поможет сварка. Ее можно использовать в любых местах на радиаторе. Поэтому после того, как самостоятельно произвели небольшой ремонт или перекрыли подачу воды на батарею, вызывайте аварийную службу или частную фирму, предоставляющую услуги горячей сварки.

Советы по применению холодной сварки
В частной жизни способ чаще всего используют для авторемонта и починки отопительного хозяйства. Прохудившийся и заклеенный глушитель или бензобак будет служить еще долгие годы, не требуя замены.
К сожалению, радиатор таким образом удастся только временно подлатать, чтобы доехать до сервиса своим ходом. Постоянно пользоваться им будет нельзя. Если место течи установить не удается, то можно опустить радиатор в ванну с водой. Выходящие пузырьки укажут место течи.
Для ремонта глушителя надо выбрать высокотемпературную марку. Если в инструкции указана комнатная температура применения, то для начала работ ремонта следует дождаться остывания детали.
Если вы ремонтируете отопительную систему, то следует выбрать состав, выдерживающий длительный контакт с водой. Следует помнить, что метод подходит для ремонта небольших отверстий. Если повреждения значительны, то лучше применить горячую сварку.
Не стоит пытаться заменить марку, разработанную для конкретного материала, на ту, что есть под рукой. Наполнитель должен точно соответствовать склеиваемым материалам, иначе о прочности шва можно будет забыть.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Инструкция по использованию холодной сварки для металла

Холодная сварка для металла может пригодиться не только для ремонта авто. Кроме этого, она находит широкое применение в быту (склейка керамики и так далее).
Что же касается автомобилей, то ее используют для приклеивания оторванных или отбитых металлических деталей, ремонта повреждений радиаторов, топливных баков, глушителей, картеров, поддонов и других элементов. Чаще всего для этого применяют именно пластические составы, но иногда в ход идут и жидкие, потому как их прочность выше, чем у замазок.
Главным достоинством таких ремкомплектов является то, что для заделки повреждения в баке, радиаторе и тому подобных деталях не требуется сливать бензин, солярку или масло. Холодная сварка не вступает в реакцию с ними, удобна в использовании и быстро застывает. Кроме того, расход этого материала сравнительно невелик, и он послужит вам не один раз.
Для заделки трещин или отверстий в баках, глушителях, поддонах и т. п. при помощи холодной сварки используется одна и та же схема, так что расписывать каждый случай в отдельности нет нужды. Необходимо лишь следовать общим рекомендациям.
- Подготовка поверхности – в первую очередь она подразумевает зачистку металла, которую проводят наждачной бумагой. Конечно, в пути можно обойтись и без этого, но с зачисткой клей продержится гораздо дольше, потому как мелкие царапины и шероховатости обеспечивают наилучшее сцепление состава с поверхностью.
- Обезжиривание – для этого используется антисиликон (на худой конец подойдет и обычный бензин), которым следует намочить кусок ткани и протереть рабочую поверхность.
- Подготовка холодной сварки – требуется выдавить из тюбика или отрезать (отломить) от брусочка необходимое количество материала, после чего размять (размешать) до однородной и пластичной консистенции. Как правило, смесь при этом немного нагревается. Холодная сварка, инструкция к которой обычно прилагается в комплекте, не потребует никаких специальных навыков работы.
- Нанесение клея – полученным составом следует аккуратно заделать повреждение и выровнять поверхность. Рекомендуется делать это максимально быстро, так как схватываются некоторые составы в течение всего нескольких минут.
После нанесения следует дождаться полного высыхания (оно может растянуться от часа до суток). Естественно, в пути не всегда есть возможность ждать так долго, поэтому 20 минут ожидания будет достаточно для первичного застывания, чего хватит, чтобы «дотянуть» до ближайшей автомастерской.
Подробную видео-инструкцию по применению холодной сварки для металла смотрите в конце этой статьи.
Плюсы и минусы
Для начала разберем основные преимущества холодной сварки:
- доступность продукта для потребителей, можно купить в любом авто или строительном магазине, большой выбор в зависимости от условий использования и назначения;
- легкость применения, для этого нет необходимости иметь специализированную квалификацию и особое оборудование, соединение элементов можно производить без их предварительного демонтажа;
- скорый результат, способен быстро оказать помощь в некоторых экстренных и непредвиденных ситуациях, благодаря пластичности клея, из него можно создавать латки любой формы и даже замещать утраченные детали;
- при данном виде сварки в отличие от традиционной, поверхности не подвергаются воздействию высоких температур и не деформируются;
- зачастую, является единственным способом соединить детали из алюминия и меди, а также ремонта емкостей, содержащих взрывоопасные и горючие вещества.
Основные недостатки:
- сварочные швы из холодной сварки не могут так же хорошо сопротивляться усилиям, направленным на их отрыв, то есть они не являются такими же крепкими, как швы, получаемые в результате использования обыкновенной сварки;
- данный материал не предназначен для масштабных работ и не годится для заделывания более крупных дефектов;
- поверхности перед соединением нужно тщательно очищать для предотвращения ухудшения качества сцепления.
Как удалить «холодную сварку»
Необходимость в этом возникает нечасто, но все же бывает – например, при недостаточно аккуратно выполненном стыке необходимо зачистить поверхность и подготовить ее к более профессиональному ремонту.
Производители однозначно рекомендуют удалять многокомпонентную смесь ДО ее полного застывания, то есть в течение 5…20 минут.
Если «холодная сварка» уже полностью застыла, полумерами не обойтись. Один из самых простых вариантов – приобретение специального растворителя, желательно той же компании, предназначенного для размягчения состава. Если подходящего растворителя нет, можно использовать универсальные варианты – ацетон (чистый или в смесях), спирт.
Средство обильно наносится на место соединения, особенно на края «заплатки». Как только она начинает размягчаться, можно постараться ножом, шпателем, лезвием (любым острым тонким предметом) подцепить край и постараться отслоить заплату от базовой поверхности. Возможно также механическое удаление абразивом -напильником или наждачной бумаги.
Отдельно о конкретных случаях
В некоторых ситуациях при использовании жидкой сварки требуется выполнение дополнительных действий.
ПВХ-трубы
Повреждение пластиковых элементов водопровода или отопительной системы – нередкая ситуация. Чтобы оперативно устранить течь, используют холодный метод сварки.
Ремонт выполняют так:
- Подготавливают поверхность к обработке. Удаляют частицы влаги, пыли и грязи.
- Рассчитывают величину отклонения грани. Для трубы диаметром 4 см этот параметр не должен превышать 2 мм.
- Замазывают дефект сухим составом. Накладывают на соединение фиксирующий жгут. При правильном выполнении всех действий течь исчезнет.
Такая мера является временной, она лишь откладывает процедуру замены поврежденного элемента новой трубой.
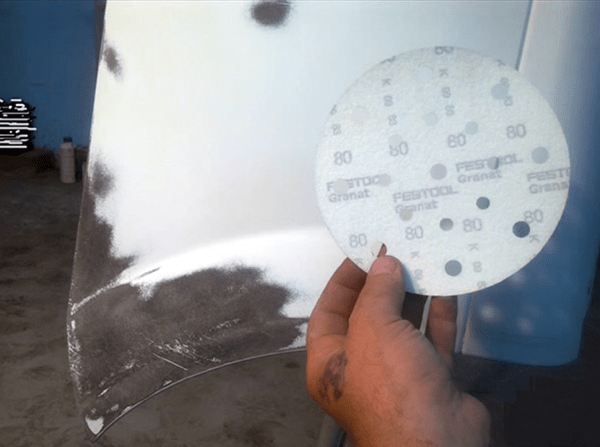
Подготовка поверхности для сварки.
Напольный линолеум
Для склеивания полотен этого материала выполняют следующие действия:
- Укладывают элементы на пол внахлест. С помощью металлической линейки и строительного ножа прорезают оба полотна. Если ширина нахлеста составляет 10 см, линия разреза должна была удалена от края на 5 см.
- Убирают обрезки полотен. Должен получиться ровный стык.
- Отгибают полотна. Если материал не закреплен, стык проклеивают двухсторонним скотчем. На этих этапах рекомендуется работать с напарником. Сначала скотч приклеивают к полу, освобождают от защитной пленки. Поверх укладывают линолеум. Прокатывают стык валиком.
- Протирают и просушивают прилежащие к соединению участки линолеума. Проклеивают стык малярной лентой. Ее также обкатывают валиком. При правильном выполнении подготовительных действий жидкая сварка не попадает на поверхности напольного покрытия.
- Разрезают малярный скотч по линии соединения. Это позволит аккуратно наносить жидкую сварку на стык.
- Взбалтывают флакон со сварочным средством, очищают наконечник от загрязнений.
- Распределяют клей. Для этого наконечник вводят в зазор между полотнами, прижимают пальцем. Другой рукой сдавливают тубу. Медленно ведут тюбик вдоль стыка. Состав не должен попадать на незащищенные участки напольного покрытия. Если подобное происходит, дожидаются высыхания средства, после чего счищают его ножом.
- Через 15-20 минут снимают малярную ленту. Это рекомендуется делать под острым углом. После выполнения всех действий образуется тонкий невидимый шов.
При использовании густых составов типа C от наклеивания малярной ленты можно отказаться.
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
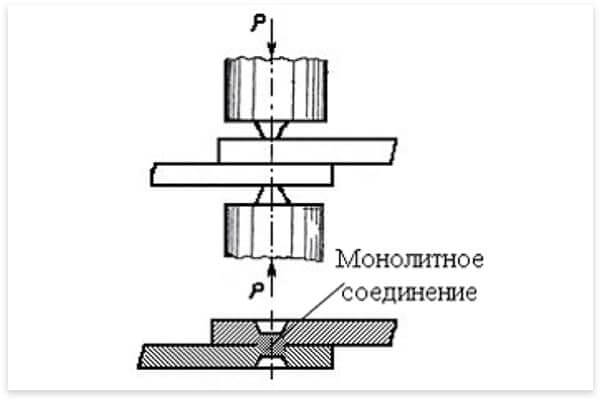
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.

Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.

ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.

.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.

Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Обзор зарубежных производителей
На рынке представлен большой выбор абсолютно разных клей-сварок, и далеко не все из них хорошего качества. В связи с этим мы составили список продуктов, как от зарубежных, так и отечественных производителей. Отобраны самые практичные варианты, полюбившиеся покупателям. Начнем с зарубежных.
Poxipol
Цена ~ 400 рублей.
Отличное двухкомпонентное средство, проверенное временем. Представлен в двух цветах: прозрачной и обычный. Цена данного средства варьируется от объема, маленькие упаковки стоят от 380 рублей, а большие от 800.
Поксипол предназначен для склеивания металла, бетона, фаянса, дерева, мрамора, пластмассы, стекла, железобетона, фиброцемента, керамики, гранита и фарфора. После полного остывания, сварку можно сверлить, шкурить и даже проводить резьбу. Кстати, он остывает очень быстро, первичное высыхание наступает после 10 минут с начала работы. Швы отличаются прочностью.
Данный клей двухкомпонентный, его нужно смешивать самому. Изготовители позаботились об удобстве своих покупателей, вложив в упаковки самоочищающиеся подносы для смешивания. Если на подносе осталось средство, его можно с легкостью отодрать.
DONE DEAL
Цена ~ 400 рублей.
DONE DEAL- двухкомпонентный клей, предназначенный для ремонта авто. Его термостойкость имеет амплитуду от -55°С до +150°С, что позволяет сваривать нагревающиеся детали. Данный клей также позволяет производить сварку на чугун, сплавы алюминия и цветные металлы. Швы получаются очень крепкими и выносливыми. Работать с данной сваркой нужно быстро, потому что она высыхает в течение первых пяти минут.
Abro
Цена ~ от 200 рублей.
Abro представитель сухой холодной сварки. Склеивает ряд материалов, таких как металл, дерево, стекло, пластик, керамика. Благодаря его способности сохранять свои свойства при температуре 260℃ , он подходит для ремонта: бензобаков, радиаторов, глушителей, корпусов аккумуляторов, поддонов картера, головок блока цилиндров, корпусных и кузовных деталей.
Abro имеет особенность, я вовремя затвердевание он увеличивает свой объем, получается эффект пробки. Благодаря такой способности, данный клей подходит для ремонта бочек и водопровода. Также он может работать под водой.
Клей для линолеума Linocol
Цена ~ 300 рублей.
Сварка Linocol подходит для устранения пробелов напольных и настенных покрытий из ПВХ. Позволяет скреплять материалы на расстоянии от менее 1 мм до 4 мм. Обычно продаются в объеме 50 мл, этого хватит на 15-20 метров. В течении одной минуты он схватывается, а по истечении 6 часов шов будет полностью готов. Данная сварка сразу готова к применению, она представлена в виде однородной массы.
В комплекте не предусмотрена металлическая насадка в виде иглы, поэтому для работы с узкой линией стыка необходимо самим ее приобрести.
Weicon
Цена~650 рублей.
Невероятно прочный и выносливый клей. Выпускается в виде стика сварочной массы. Его технические характеристики не могут не радовать. Работает при температуре от -50℃ до 300℃. Готовый шов устойчив к воздействиям сложных эфиров, соленой воды, различных масел, большинству кислот и щелочей. Застывает и присаживается к материалу очень быстро, первичное высыхание происходит в течении 5 минут.
Он не является универсальным, для каждого материала изготовлен специальный стик. В ассортименте имеется холодная сварка по стали, меди, нержавейки, алюминию, пластмассы, бетона и для устранения утечек.
Werner Muller
Цена ~ 725 рублей.
Немецкая компания Werner Muller выпускает клеи для ремонта ПВХ-напольных покрытий. На выбор предлагаются сварка трех типов ( тип А, тип С, тип Т), в зависимости от ширины пространства между кусками материала и покрытия, как выбрать сварочную смесь написано выше.
В тюбике данного продукта вмещаются 44 грамма клеящего состава. Холодная сварка от Werner Muller выравнивает высоту краев, обеспечивает оптимальное введение по шву и предотвращает сильное впитывание продукта, однако не стоит забывать наносить скотч перед сваркой.
Состав
Основа ремонтного состава – полимерная композиция с большим количеством добавок.
Чаще всего базой являются эпоксидные смолы с отвердителем, добавки используются для придания составу свойств, максимально близких к ремонтируемому материалу:
- коэффициенту теплового расширения;
- твердость;
- прочность – статическая и динамическая, в том числе на разрыв, изгиб, сжатие и так далее.
Одним из популярных вариантов присадок являются мелкие металлические стружки (пыль), приближающие свойства состава к характеристикам металла.
Если характеристики ремонтного состава будут сильно отличаться от характеристик металла, качество восстановления страдает – возникают постоянные напряжения в месте шва, снижается способность изделия в целом воспринимать нагрузки. Соответственно, разновидности холодной сварки могут быть универсальными – для определенной группы материалов (например, для камня и керамики) – или специализированными (только для алюминиевых сплавов).
Важно понимать: вне зависимости от свойств ремонтного состава, он не восстанавливает целостность детали! Применение холодной сварки недопустимо на ответственных элементах механизма, имеющих сильные повреждения. Так, можно без проблем «залатать» бензобак, но нельзя «склеить» сломавшуюся колесную ось.. В зависимости от того, какие присадки и в каком процентном отношении используются, различаются не только область применения, но и допустимый температурный диапазон работы с «холодной сваркой»
В зависимости от того, какие присадки и в каком процентном отношении используются, различаются не только область применения, но и допустимый температурный диапазон работы с «холодной сваркой».
Различают жидкие и пластичные варианты ремонтного материала. В случае с жидким его можно залить в образовавшееся повреждение (например, открытую трещину в стенке небольшой полости или каверну на поверхности) и дождаться застывания. При этом поверхностное натяжение жидкости делает внешнюю часть обрабатываемой детали достаточно гладкой.
Пластичный состав применяется так же, как и шпаклевка – для «замазки» дефектов относительно мягкой массой. Собственно, его часто и называют «замазкой», он может быть одно- и двухкомпонентным. Иногда предлагается вариант с разделением двух фракций третьим материалом в виде тонкой прослойки.
Заключение
В наше время холодную сварку широко используют как при ремонте промышленного оборудования, так и в быту. На производственных предприятиях ее применяют на основе отработанных технологий. А вот в домашних условиях вся ответственность за выполнение ремонтных работ ложится на плечи домашнего мастера.
Безусловно, холодная сварка – это экономичное и быстрое решение многих проблем, особенно в экстренных ситуациях. Однако надо понимать, что «холодная сварка» — это всего лишь клей в виде эпоксидный массы для соединения металлических поверхностей или заполнение полостей в металле. Как правило, она не рассчитана на долгую эксплуатацию при высоких температурах, вибрации, механических и гидравлических нагрузках. В таких случаях ее необходимо применять только как временное устранение проблемы до проведения настоящего ремонта.